Supplement Manufacturing Facility Design + Construction
CRB provided design-build services for the complete renovation of an existing 792,000-square-foot facility to manufacture nutritional supplement powders and liquids and herbal teas. The project included design and layout of new manufacturing suites, multiple fill and packaging lines, raw material and finished goods warehousing, quality laboratories and an R&D area.
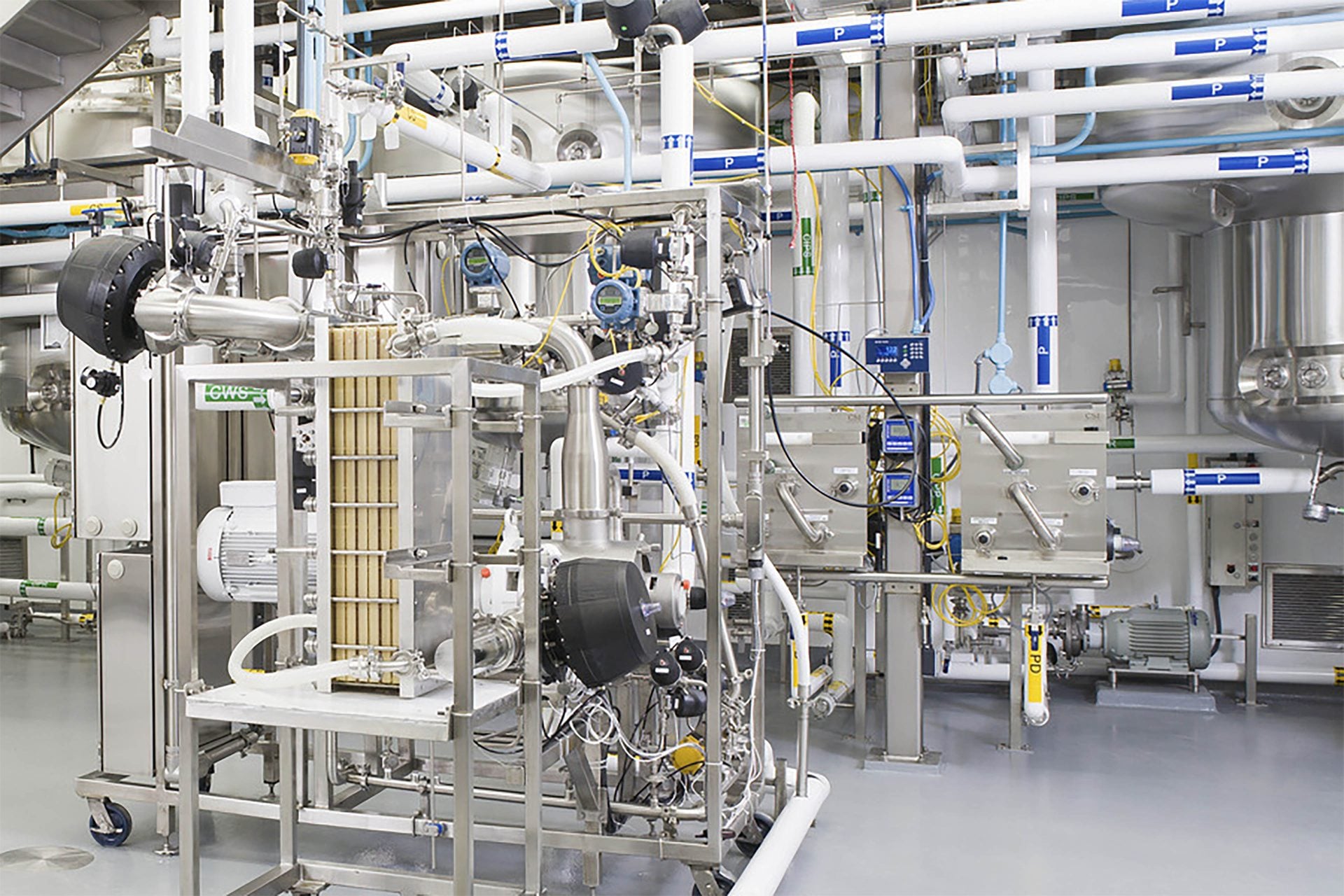
Dry goods manufacturing processes include pre-weigh of kit components, pneumatic convey of bulk components, blending, fluid bed drying and granulation, and filling. Liquid manufacturing processes include pre-weigh of kit components, solution preparation, High Temperature Short Time (HTST) heat treating and filling. Each fill line is a fully integrated fill and packaging line including bottle and cap sorting and air cleaning, filling, capping and induction sealing, date and lot coding, bottle labeling, case erection, packing and labeling, palletizing and shrink wrapping. The raw materials, work in progress and finished goods warehousing is an integrated warehouse system including pallet exchange, high density push back and selective racking and automated in rack pallet handling of the finished goods. Services also included new HVAC, purified water system, air compressors, and waste neutralization. CRB was responsible for overall project management, facility architecture, process utilities, mechanical, electrical, plumbing/fire protection, I&C design and construction management services.
Project Details
Client
Herbalife
Location
Winston-Salem, North Carolina
Square Footage
792,000
Cost
$130 million