Mushroom fermentation production plant focuses on sustainability
MycoTechnology, Inc., a food technology company founded in 2013, solves the biggest challenges facing the food and beverage industry with mushroom fermentation. Its first product, ClearIQ™, is the world’s first certified organic bitter blocker, which helps companies reduce sugar and salt content thereby creating healthier products without sacrificing flavor. After the commercialization of ClearIQ™, MycoTechnology took on the challenges faced by the plant-based protein industry with its shiitake mushroom fermented protein, FermentIQ™.
CRB was selected as a ONEsolutionTM project partner and designed and built MycoTechnology’s headquarters and fermentation process plant in an 86,000-square-foot building. The facility is capable of producing 4,000 metric tons of FermentIQ™ protein per year.
Project Details
Client
Mycotechnology, Inc.
Location
Aurora, Colorado
Square Footage
86,000
This project required unique approaches and techniques in order to facilitate such an innovative product. The first-of-its-kind shiitake mushroom fermentation process cleans up the taste profile of plant-based protein, minimizing the flavor impact and resulting in a cleaner tasting product.
Sustainable Plant-Based Foods Production
The plant-based facility was also designed and constructed with sustainability in mind. These efforts were recognized with the award of Food Engineering magazine’s 2020 Sustainable Plant of the Year.

Large fermentation tanks take advantage of vertical space to allow for more production per square foot.
Growing Vertical
The plant-based protein is grown in large fermentation tanks, taking advantage of vertical space in MycoTechnology’s production facility. Going vertical allows for more production per square foot, which reduces the overall carbon footprint (reducing water, energy and CO2 production).
Efficient Processing
The facility was carefully designed to operate efficiently. From process to mechanical, the team was challenged to review each opportunity and identify sustainable solutions.
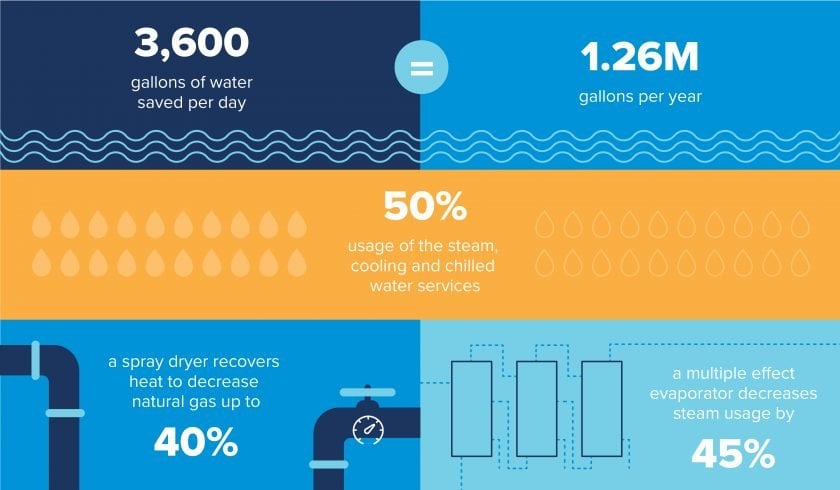
- The process is designed to re-use process condensate, wash water and reverse osmosis reject water to feed the fluid cooler. Running at peak production, the estimated water savings is 3,600 gallons per day or 1.26 million gallons per year. This equates to approximately 59% of total CIP water reclaimed. In Colorado, where MycoTechnology is based, water is a significant cost to processors, so this sustainable solution is also a substantial saving opportunity.
- The continuous sterilization unit uses heat recovery for higher efficiency and improved product quality, effectively using 50% of the steam, cooling, and chilled water services as compared to a system without heat recovery.
- The spray dryer uses a large, glass-tube heat exchanger to recover heat from the exhaust air to preheat the inlet air. This decreases natural gas usage by up to 40%.
- A multiple effect evaporator allows hot vapor from the first stage of evaporation to be used to heat the second stage. This results in a decrease in steam usage by 45%.
- Variable frequency drives are installed on most motors for energy savings to allow the speed control to be optimized, which reduces the amps drawn by the motor.
- Clean-in-place technology reduces chemical and water usage, as well as energy consumption.
- The dust collection system collects and allows reclaim of fugitive dust from raw materials and final product, thus eliminating waste and air pollution.
Building Efficiency
- Make-up water to the boiler feedwater system is routed through the stack economizer to preheat the water. This reduces energy by using waste heat as a source to heat the cold incoming water.
- Air handlers are designed for air-side economizers to use as much outside air as possible to reduce the overall energy needed for cooling. When the outside air temperature is lower than the return air temperature (and at an acceptable dew point to avoid high humidity indoors), it’s used to reduce the cooling loads. When the outdoor air temperature drops below the air handler supply temperature, the outside air is modulated to provide maximum cooling but avoid re-heat needs.
- The office HVAC system uses a variable refrigerant flow (VRF) system with outside air ducted to the spaces directly to meet code compliance. VRF is a favorable alternative to traditional HVAC options due to its design flexibility, simultaneous heating and cooling, highly efficient performance and more. This system uses the minimal amount of energy for cooling and heating of spaces while providing outside air to spaces to meet code. A VRF system eliminates large distribution ducts, which also reduces energy losses.
- The lighting system for the building uses 50% less power than what is allowed by the energy code for this building type. This reduction was accomplished by using energy efficient LED light sources and efficient light fixtures to maintain the required lighting levels. The light fixtures are controlled by motion sensors to maximize the energy savings by only illuminating areas that are occupied.
Employee-Driven Sustainability Efforts
Sustainability isn’t just a matter of design and operations at MycoTechnology. It’s an employee-driven initiative backed by corporate responsibility. Employees formed a Sustainability Committee with a focus on increasing recycling, reducing the use of non-recyclables, encouraging mass-transit and carpooling and engaging in community activities. MycoTechnology also compiles and distributes key performance indicators monthly to ensure continual sustainability, including energy and water consumption and recycled materials.

Awards
MycoTechnology was named winner of Food Engineering magazine’s 2020 Sustainable Plant of the Year. The company is being honored for not only operating in a sustainable way, including using reclaimed water for process purposes, but also using a sustainable ingredient.
MycoTechnology’s new fermentation plant and headquarters also won an Engineering News-Record Regional Best Projects award for manufacturing.