

Cell therapy manufacturing is the process by which a cell therapy medicinal product is created. This includes the process to isolate, modify, grow, formulate, quality test and store cells for clinical and commercial use.
Your manufacturing approach is not like classic biotech. You can’t leverage the economies of scaling up; because of your small batch sizes (sometimes as small as one patient, in the case of autologous therapies), you can only scale out.
That means duplicating your cell therapy manufacturing process, along with every inefficiency lurking within it. A highly classified background, an idle piece of equipment, a labor-intensive cleaning regimen—these challenges may not seem prohibitive in the lab, but they can mean the difference between success and failure at commercial scale. This is especially true as the marketplace around you grows more crowded and competitive; last year alone, the number of cell, gene, and tissue-based developers in the world grew by almost 20%.
But focusing on the most efficient manufacturing approach won’t solve everything, either. You need to consider other factors as well, such as your tolerance for risk, your capital spending goals, and your expectations for future growth. Identifying and tailoring an approach that balances all of these considerations is the key to meeting your manufacturing goals.
The four cell therapy manufacturing approaches are dedicated rooms, chasing workstations, segregated unit operations and an emerging option called process-in-a-box systems.
1. Dedicated rooms
In this approach, a single cleanroom is dedicated to one product batch for its entire lifecycle. Each room features a Grade B background with open processing done in biosafety cabinets. Operators follow the rigorous gowning, cleaning, and environmental monitoring protocols necessary to support such highly classified spaces.
This approach may suit your operation if:
- Your process introduces a high risk of manufacturing contamination.
- Process closure isn’t an option (for any number of reasons).
- Your target population is very small and/or your end-to-end timeline is relatively short (three or four days per batch). This will help you absorb a certain degree of inefficiency in exchange for elevated risk management.
Challenges to consider:
- This approach requires a large footprint and is difficult to scale, which means it has the highest capital cost of the four approaches discussed here.
- It’s also the most expensive in terms of operational spending, because batch-dedicated resources sit idle when they aren’t in use. As a result, manufacturers end up paying to maintain and operate equipment and environments that aren’t continuously in use.
- Risk management is largely the responsibility of operators. Failure to follow best practices and CGMP protocols for entering, using, cleaning, and leaving a dedicated suite can lead to a contamination event.
2. Chasing workstations
This ballroom approach features workstation types that are each designed for a single step in the process. Based on the length of each step and the number of batches necessary to meet their throughput goals, manufacturers can calculate how many they need of each workstation type.
This approach frees manufacturers to optimize the occupation schedule of shared equipment, particularly for processes that take several days to move from initial steps to final form/finish. For example, once operators move a batch from manipulation equipment (such as a cell separator or electroporator) to growth promoting equipment, they can prep and redeploy the manipulation equipment for another incoming batch; it doesn’t need to sit idle, waiting for the return of its dedicated batch.
Of course, this level of optimization and process intensification is favorable purely from an efficiency perspective. However, manufacturers must weigh the risks of relying on shared equipment.
This approach may suit your operation if:
- Your goal is to ensure that all spaces and equipment are continuously in use, thereby maximizing the value of every asset.
- You plan to fully close your process in the future, and you need a manufacturing space that will evolve in tandem with that plan.
Challenges to consider:
- If your approach involves both open and closed manipulations, you may end up paying for a higher background classification than you need, which will drive up your capital and operational spending. On the other hand, this is the most cost-efficient approach for manufacturers who manage to fully close their process.
Case Study: A “chasing workstations” approach inside an isolator
How one cell therapy pioneer uses large-scale isolators to manage contamination risks and improve their flexibility and cost control.

Cellectis, a biopharma pioneer with a pipeline of gene-edited allogeneic CAR T-cell immunotherapies in development, recently launched a new clinical and commercial production facility.
The cell therapy manufacturing strategy behind their new facility is based on two guiding elements:
1. Small batch sizes: Each batch produced in the new facility targets just three or four patients.
2. Low-risk tolerance: Cellectis prioritized risk management as a top driver for this capital project. Its goal was to eliminate the possibility of cross-contamination while designing as much process flexibility and efficiency into their facility as possible.
How they put this strategy into action:
To understand the teams’ approach, consider taking the “chasing workstations” manufacturing philosophy and fitting it inside a large-scale isolator. In this way, the isolator replaces the highly classified cleanroom environment; product batches move from one open process workstation to the next inside the isolator’s sterile environment, which unlocks all the efficiencies of “chasing workstations” while eliminating almost any risk of environmental contamination.
This strategy resulted in a facility that features two such large-scale isolators, each in its own suite (with room for expansion). The facility was designed with ample flexibility to accommodate operations that can’t take place inside the isolator (such as process steps that rely on large equipment). In those cases, operators can remove the batch, perform any necessary manipulations inside a closed system, then return the batch to the isolator.
Why this approach suits Cellectis:
- Risk-managed efficiency: By enhancing the “chasing workstations” approach using strategically integrated isolators, Cellectis freed itself from the cost-heavy burden of product-dedicated rooms while effectively managing contamination risks.
- Lower operational burden: Because all operations take place in the isolator or in closed systems, Cellectis does not have to maintain a highly classified background in their its production suites, and operators do not spend as much time gowning, cleaning, and transitioning between classified spaces.
- Future flexibility: Cellectis can safely undertake open manipulations where necessary while laying the groundwork for more automation and process closure in the future, increasing its potential for a long-term return on this capital investment.
- A pathway to portfolio expansion: By containing all open processes inside the isolator’s closed environment, Cellectis has the flexibility to introduce other products into their its process train or to adapt its current process as necessary.
Challenges we considered:
- Tactility: The bulky gloves traditionally associated with isolators can reduce an operator’s dexterity, which is a concern for cell therapy manufacturing companies whose operations involve delicate tools and small, precise manipulations. However, innovative equipment vendors now offer more comfortable and flexible gloves tailored to this type of manufacturing.
- Cost: Manufacturers need to balance the upfront costs of large-scale isolators with the long-term payoff of greater efficiency.
- Lead times: Isolators and other long-lead equipment can delay project outcomes without proper planning. An integrated project delivery approach is key to keeping project timelines on track, especially during periods of supply chain uncertainty.
3. Segregated unit operations
This approach combines elements of the first two layouts. Product batches move between higher- and lower-classified spaces as the process unfolds. Open process steps are contained to dedicated suites with a Grade B background, while operations that leverage closed processing equipment take place in a more cost effective, lower-classified ballroom-style space.
This approach may suit your operation if:
- Lowering your capital costs is an important business priority.
- You want to integrate both open and closed processes without overpaying for unnecessary or underutilized cleanroom environments.
- You need more flexibility than you’d be afforded if using an isolator (which requires you to identify open operations upfront in order to right-size the isolator).
Challenges to consider:
- What you save in upfront capital spending may cost you in terms of future flexibility. If you someday wish to close your entire process, for example, you may face a costly renovation to remove the walls, doors, and other elements of this segregated facility approach.
- Any degree of open processing will cost more per square foot than fully closed systems (although this approach reduces those costs by localizing highly classified environments to the spaces that absolutely need them).
4. Emerging: Process-in-a-box systems
An end-to-end, single-point, automated process-in-a-box platform will resolve most of the challenges explored above and radically change cell therapy manufacturing.
The idea is to take the concept of a product-dedicated suite and apply it to a fully closed piece of equipment. That all-in-one piece of equipment removes the risk of the cleanroom and opens the door to a leaner labor model, greater quality control, and virtually no risk of contamination.
From a facility perspective, this concept is game-changing. Rather than building, validating, and maintaining whole cleanrooms, it’s possible that manufacturers could contain their process-in-a-box system inside small-scale, fit-for-purpose environmental chambers. This would open the door to a whole different kind of manufacturing space—one that features densely stacked, fully closed systems inside a warehouse or a hospital wing, with no need for the traditional cleanroom.
This approach may suit your operation if:
- Quality control and risk management by process closure are your top priorities.
- You are investing in adaptable, next-generation capital projects designed to hold their value in the long-term.
- You are interested in reducing your facility and labor costs while rapidly scaling out your small-batch production pipeline.
Challenges to consider:
- Early adopters can find it difficult to align their unit operations with current process-in-a-box capabilities. This often results in a hybrid approach in which product batches move between automated steps inside the equipment and manual steps outside of it, or between pieces of closed equipment that are better suited for specific operations.
- A facility designed for process-in-a-box systems can’t be easily repurposed, and manufacturers may find it difficult to modify existing processes or to add new products that can’t leverage the closed and automated equipment platform.
- Vendors are continuously evolving their process-in-a-box strategies in response to these challenges. As new iterations emerge, cell therapy manufacturers will find opportunities to unlock the full potential of these closed and automated systems.
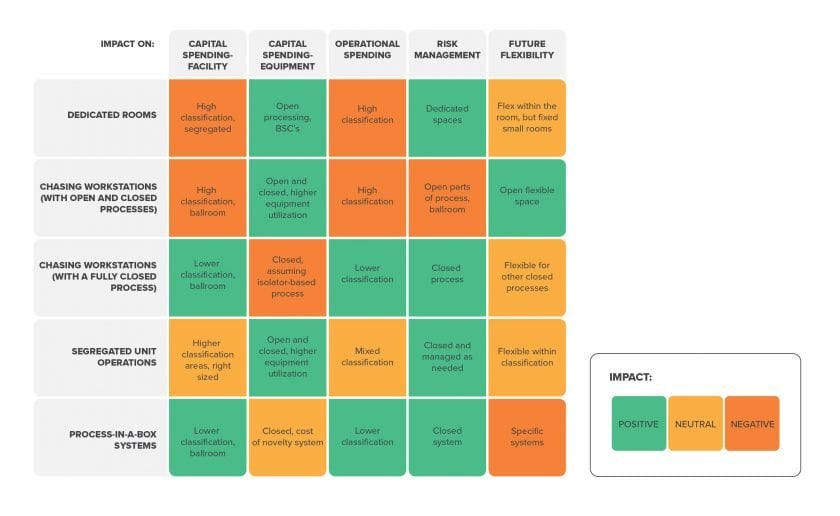
Which manufacturing approach is right for you?
No two manufacturing strategies are the same. Each unique approach requires significant time and expertise to get right. But from a high-level perspective, a few generalizations emerge that may help you begin to consider your own unique approach:
The bottom line: prioritize flexibility and plan for future innovation
Every cell therapy manufacturer balances risk, efficiency, and cost control differently, but those who will succeed as commercial-scale manufacturers share one common value: they strive to make their facilities work as hard as possible by designing flexibility into every square foot.
Whether you pursue a network of product-dedicated cleanrooms run by a large workforce or a warehouse densely stacked with automated cell processing systems, the best approach is a versatile one that will help you to stay ahead of changes in your portfolio, your process, and the technology that’s available to you. By designing a facility that’s ready for future flexibility, you will be better positioned to continuously optimize your footprint, control your operating costs, and deliver a new generation of therapies to the patients who need them, rapidly and reliably.
Reach out to discuss your project, and how we can help tailor your unique manufacturing approach.

An introduction to ATMP manufacturingHow the ATMP and cell and gene therapy industries can prepare to scale manufacturing operations safely, sustainably, and strategically.
Read More
How the ATMP and cell and gene therapy industries can prepare to scale manufacturing operations safely, sustainably, and strategically.
Read More