

Advanced Therapy Medicinal Products (ATMPs) are changing the face of medicine, but with all the opportunity and rapid change comes a host of challenges. Here’s a look at the state of the ATMP industry and important considerations for manufacturers chasing success.
A cure for the previously incurable.
That’s the big promise of ATMPs, and it’s attracting big numbers. In 2020 alone, the global ATMP industry raised $19.9B in annual financing, a 200% increase over 2019.
This investment is funding more than 1,200 clinical trials of personalized cell and gene therapies worldwide as of early 2021, many of them focused on the life-threatening cancers, cardiovascular diseases, and genetic disorders that—until now—could only be managed, not eliminated. ATMP innovators are on the cusp of forever changing that prognosis.
Before they do, these innovators must overcome all-new manufacturing challenges. The greatest of those challenges is one of scale: few ATMP manufacturers have successfully transitioned from early lab-based research to a hardened and sustainable commercial process.
That’s because ATMP manufacturing processes are, for now, largely open and operator-driven. Target patient populations are very small—sometimes as small as one, in the case of autologous therapies that rely on a patient’s own cellular material as the therapeutic vehicle.
That’s a far cry from traditional biopharma facilities, where you’ll find closed and automated process technologies designed to reliably and repeatedly manufacture high-volume batches of identical products.
The solution is flexibility: as more ATMP products move towards regulatory approval and commercial scale-out, manufacturers are turning to a new kind of production facility, one that’s flexible and future-ready, capable of adapting quickly as the industry evolves and new technologies emerge.
This approach to adaptive facility design will position innovators in this field to answer many of the mission-critical questions they’re facing, including:
- What can researchers do to proactively prepare their manufacturing methods for future scale-out, given the operator-heavy processes involved?
- How can manufacturers confidently integrate equipment so new that it’s never been tested outside of the process lab?
- How can manufacturers ensure robust data tracking and quality testing when they’re processing such a high volume of very small batches?
- How should manufacturers think about site selection, facility design and construction challenges unique to ATMP manufacturing?
- What are the risks of cross-contamination in an environment where such highly sensitive materials are manufactured, and how can manufacturers mitigate against those risks?
In this article, we’ll explore what a “facility of the future” looks like, and we’ll explain how ATMP manufacturers can prepare to scale their operations safely, sustainably, and strategically, bringing us closer to a future in which life-threatening illnesses aren’t simply treated—they’re cured.
ATMP terms to know
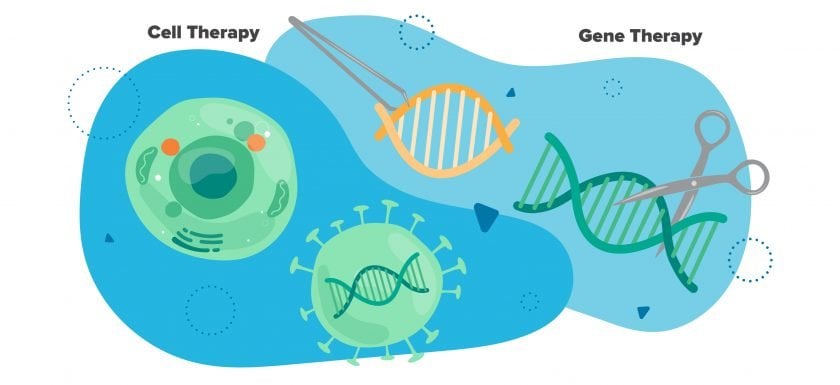
Advanced Therapy Medicinal Products, or ATMPs, are innovative therapies developed using specially engineered cells, genes, and tissues. As opposed to more traditional, one-size-fits-all drugs, ATMPs open the door to personalized and precise therapies that can prevent, diagnose, treat or cure diseases at their source.
When a patient receives a cell therapy, what they’re receiving are live human cells that have been engineered to perform a specific medicinal function, such as rebuilding damaged tissue or destroying cancer cells.
These terms relate to the origin of the cells used in cell therapy. When a patient’s own cells are used, the cell therapy is autologous. When donor cells from the same species are used, it’s allogeneic.
These terms relate to a cell’s versatility. Pluripotent cells are the ultimate blank slate: they can transform into any cell type in the body. Multipotent cells are also capable of transformation, but to a more limited degree. Differentiated and primary cells are fixed, meaning they do not transform at all.
When a patient receives a gene therapy, what they’re receiving is a carrier (such as a modified virus) with genetic material on board. That genetic material contains the instructions that cells need to perform a specific therapeutic function.
Some gene therapies trigger cells to manufacture proteins capable of repairing mutated DNA, which has exciting potential for sufferers of cystic fibrosis, Huntington’s disease, and many other diseases caused by defective genes. Other gene therapies perform the opposite function: they instruct cells to stop making a protein. This approach, sometimes called “gene silencing,” has potential for treating diseases in which an overproduction of a certain protein causes harm.
In the case of an “in vivo” gene therapy treatment, modified genetic material is introduced directly to the patient’s cells, which remain in their body. In an “ex vivo” scenario, the patient’s cells are removed from the body, genetically modified, and then reintroduced to the patient. In this case, cell and gene therapies are working together.
Viruses are, by their nature, incredibly good at penetrating (or “infecting”) cellular material—that’s how they move so easily from host to host. By disabling or deleting the pathogenic features that make a virus dangerous, scientists can leverage them as vehicles (or “vectors”) for delivering genetic material into patient cells, efficiently and safely.
Known for their efficiency and stability, retroviral vectors are one of the most well-established vehicles for delivering genetic materials into human cells. They’re derived from viruses such as HIV-1, which are characterized by their RNA (ribonucleic acid) genome. By disabling that virus’s ability to replicate and leveraging its RNA as a robust delivery mechanism, retroviral vectors are capable of triggering reliable, long-term therapeutic gene expression in infected cells.
Adeno-associated viral vectors are characterized by their payload limit—they can only carry relatively small packages of DNA. They are also non-integrating, which means that the DNA they carry doesn’t integrate into the cell’s genome. As a patient’s cells divide, the effectiveness of the genetic therapy diminishes
Like AAVs, adenovirus vectors are typically used to target non-dividing cells, but they differ in their payload capacity: they can shuttle genetic packages several times larger than AAVs can, triggering a much stronger (though potentially riskier) immune response in the body.
Because it’s highly infectious and capable of carrying a large genetic payload, the herpes simplex virus (HSV) has the potential to become a particularly good vehicle for delivering genetic material into the body. However, scientists are still searching for a way to reliably “turn off” the virus’s cytotoxicity without impacting its transduction capabilities.
As the name suggests, regenerative therapies are designed to regenerate diseased or damaged cells and tissues.
Some regenerative therapies work directly inside the patient, using genetically modified cells to trigger the body’s own “repair” process. Others are used only in the lab, where they support the growth of healthy tissues and organs which are then transplanted to the patient.
When antibodies are exposed to foreign antigens in the body, they learn to identify a specific feature on that antigen, called an epitope. In a process that typically takes several weeks, the immune system manufactures a small collection of antibodies to bind to that epitope. A healthy immune system maintains many of these collections, each capable of identifying a different invader and deploying the immune system to attack it.
By leveraging this natural process in the lab, scientists are able to manufacture antibodies that target specific antigens, such as those found on cancer cells. The term “monoclonal” refers to the fact that these antibodies are cloned from a single (mono) parent cell. Monoclonal antibodies, or mAbs, now represent a huge and effective class of drugs.
How close are we to widely accessible, affordable ATMPs for patients?
As of early 2021, there are twenty approved cell and gene therapies available in the U.S., a small fraction of the trials currently moving through the clinical pipeline. That gap may soon narrow, though: nearly 70% of current ATMP trials are in phase 2 or 3 of clinical trials.
We are at an inflection point, and our next few moves—particularly around regulation and technology—as an industry will determine how quickly and smoothly we’re able to bring more of these promising therapies to the patients who need them.
The regulatory landscape for ATMP manufacturing
Some ATMP technologies, such as those borrowed from the well-understood science of monoclonal antibody production, are represented in established regulatory documentation; other, more novel ATMP platforms have no precedent. To navigate these unknowns while developing a scalable manufacturing model that will comply with newly minted regulations and keep patients safe from harm, manufacturers need a strong regulatory strategy from day one.
A well-constructed regulatory strategy should offer the tools necessary to optimize your manufacturing approach for commercial GMP production early in the research phase, while that approach is still adaptable. It will also help you to build flexibility into your process so that you can embrace new technologies as they become available, such as closed and automated process equipment—sure to become a key component of future ATMP regulatory requirements.
Most in the industry consider Part 4 of Eudralex, a summary document issued by the European Commission, to provide the best current GMP guidance document on the production of ATMPs; many of the FDA’s ATMP-related papers align with it, giving manufacturers a fairly standard mechanism from which to develop that regulatory strategy, whatever their technology platform. The Pharmaceutical Inspection Co-operation Scheme (PIC/S) also provides a valuable resource for ATMP innovators by harmonizing inspection practices and GMP standards from 53 regulatory authorities around the world, helping manufacturers build a realistic business and operational plan in multiple jurisdictions.
Emerging technologies
Innovative facility design, modernized regulations, access to financing: all of these factors help to accelerate and broaden ATMP development, bringing us closer to the era of curative medicine.
Arguably, the biggest factors of all are the process technologies that support that development, and how those technologies will improve efficiencies and, correspondingly, lower the cost of care for patients.
When our team at CRB conducted a survey of nearly 150 leaders in ATMP development, we learned that most manufacturers of genetically modified cell therapies use viral vectors as their primary platform, a relatively well-understood technology. This could soon change as other platforms mature; the COVID-19 pandemic highlighted the versatility of mRNA technologies, for example, while 2020’s Nobel Prize in Chemistry turned the spotlight to CRISPR and its potential as a safe and effective gene editing tool.
Of course, viral vectors, mRNA platforms and CRISPR are just a few of the dozens of transformative technologies currently in use across the ATMP research pipeline. Technology developers working on solutions for ATMP manufacturers are overwhelmed with demand, and new generations of promising, cutting-edge equipment and platform technologies are emerging all the time. Which ones will ultimately dominate as viable platforms for commercial-scale ATMP production? How will that impact the way we design and integrate the industry’s facilities, processes, and workforce?
Manufacturers are currently grappling with this question, as seen in our survey results: more than 80% of respondents are open to considering new cell and gene editing technologies, and 15% are planning to make a switch within the next three years. When asked which new technologies they were considering, respondents were evenly split across all options, from cleavage-based tools like TALENs or CRISPR to mRNA alternatives. There’s currently no clear winner—each has its own advantages and risks.
Widely-used genetic editing technologies
The CRISPR gene editing technology, first observed as a naturally occurring system in bacteria, is rapidly becoming one of the most widely used tools in ATMP research. CRISPR stands for “clustered regularly interspaced short palindromic repeats,” or specialized sequences of DNA.
Using the CRISPR tool, researchers program the Cas9 protein (so named for being “CRISPR-associated”) to enter a cell and “snip” those specialized DNA sequences at a precise site, triggering a repair response that disables or otherwise changes the target genetic code.
In 2020, scientists Emmanuelle Charpentier and Jennifer A. Doudna were awarded the Nobel Prize in Chemistry for their discovery and development of the CRISPR/Cas9 genetic scissors.
This technology, which functions like CRISPR, uses a different protein and purports to de-risk the potential for “off-target” genetic cuts.
“Transcription activator-like effector nucleases” is a technology that uses DNA binding motifs to “snip” DNA at a target site, a bit like the CRISPR tool. However, while CRISPR uses RNA to guide the Cas9 protein to specific genomes, TALENs uses protein/DNA recognition, a more complex approach to genetic targeting.
Zinc Finger Nuclease technology is the “original” genomic scissor. Before researchers developed TALENs or CRISPR, they engineered the DNA-binding proteins in ZFNs to snip genetic material at specific locations, triggering a deletion or modification of genetic material.
mRNA, or messenger RNA, entered the spotlight during the COVID-19 pandemic, when researchers harnessed this brand new technology to accelerate vaccine development.
mRNA carries genetic instructions between DNA molecules and the cellular enzymes responsible for interpreting those instructions to manufacture proteins. By chemically manipulating mRNA to trigger the production of specific proteins, researchers can target diseases with or without a genetic origin.
Top considerations when transitioning to commercial ATMP manufacturing
While these technologies evolve, forward-thinking manufacturers are preparing for commercial production by partnering with industry experts to design, build and optimize the future-ready ATMP facilities.
The best of these ATMP manufacturing facilities deliver on three core priorities: safety, flexibility, and speed-to-market.
1. Safety. In an environment designed to manipulate human cells and genetic material, the consequences of a mix-up or cross-contamination event are dire. Your facility, your material and personnel flows, your cleaning and decontamination protocols, the way your utilities are set up—every last detail must be designed according to a robust risk management strategy that protects your workforce, your product, and, ultimately, the patient.
2. Flexibility. In order to deliver a new breed of curative therapies that have never before existed, we need to solve problems that we have never before faced—and that takes a tremendous degree of flexibility, in various forms:
- Given the very small batch sizes of individual therapies, ATMP manufacturers need the flexibility to produce multiple products inside the same facility.
- Given the speed of innovation in this field, facilities must be flexible enough to adapt and integrate new technologies and processes quickly and efficiently.
- Given what we learned from the industry’s response to the COVID-19 pandemic, flexibility saves lives by allowing manufacturers to rapidly deploy cutting-edge technology.
3. Speed. There was a time when it took several years to get a new biopharma facility designed, built and licensed. Those days are over. With patients’ lives and investors’ expectations hanging in the balance, today’s ATMP manufacturers are seeking out innovative design-build solutions that can move their capital project delivery from concept to operation in just a year or two.
What does a successful commercial ATMP facility look like?
With safety, flexibility and speed as their compass points, ATMP manufacturers and their design-build partners are pursuing methodologies that combine the pharmaceutical industry’s most successful practices with all-new ideas about facility location, design, delivery and operation.

Site selection
On any project, but especially when it comes to commercial ATMP manufacturing, site selection is about so much more than where your facility is. In some ways, the big question of location is the easiest to answer. It’s the other, easily overlooked questions—like where to find the skilled operators needed for ATMP production, and how to retain them in your workforce—that can provide some of the most valuable insights, and guide you towards the right choice for your capital project.
Greenfield or renovation?
As the future of precision medicine overtakes traditional bulk manufacturing models, some developers may seek to jumpstart their commercial venture by converting an outdated or underutilized facility into an ATMP manufacturing operation.
Though it may not seem so at first, choosing to renovate can be a slower and more costly process than building from the ground up. This goes back to the features that differentiate ATMP manufacturing from traditional manufacturing models: its processes are often labor-intensive and yield a high volume of very small batches, rather than large batches of just a few products produced with heavy automation.
Because of these constraints, ATMP manufacturers must scale out, not up. They can’t simply increase the capacity of each existing unit operation by, say, installing larger fermenters; instead, they must add new, whole unit operations, duplicating their process outward. Doing this in an existing facility or warehouse, with a predetermined footprint and a utility system never intended for scale-out, is in many ways much more difficult and inefficient than developing a greenfield site.
What is the difference between scale-out and scale-up?
To scale up manufacturing, the production volume goes up by increasing the size of the process, rather than the number of systems. To scale out manufacturing, the size of the production system is held constant and the number of parallel production systems are duplicated.
Urban or remote?
Developing your ATMP commercial facility away from the urban core has certain advantages. The site may be more affordable upfront, and you may have fewer constraints on the size and layout of your building.
A remote location might also afford certain design advantages that are harder to come by in dense areas, such as the opportunity to expand or to free more space inside the facility by locating some utilities outside. And with fewer competing employers nearby, you may have a greater opportunity to retain a stable, dedicated workforce—a strong advantage for ATMP manufacturers, who rely heavily on skilled personnel to meet their production targets.
There are also cons to a remote location, though. Retaining an existing workforce may be easier in a remote location, but what about recruiting that workforce in the first place? Locating your commercial facility close to prestigious universities or other scientific hubs may improve your hiring options.
A denser urban area also offers the advantage of simpler, more linear travel logistics. In scenarios where patients’ lives are at stake, so much depends on how quickly the product moves from the bedside to the ATMP facility and back again. It may be possible to make up for long distances with a network of private couriers, but that’s a costly option—and you are more vulnerable to weather delays, available labor, and other variables that are outside of your control. Most importantly, the further your products must travel, the greater the risk to their quality and stability. Establishing your facility as close as possible to the point of care could have a significant impact on your success.

Facility footprint
After decades of development and optimization, the traditional biopharma industry has more or less established a template for expansion. With some variability, most manufacturers can use historic performance data to accurately calculate the size of facility they’ll need to meet future projections.
Innovators in the ATMP industry have no such template, and the costs of getting it wrong are high: operating an oversized space impacts your ROI, while constraining personnel to an undersized space could impact the speed and quality of your operation.
Solving this issue is not a simple process, especially given the number of unknowns that ATMP innovators face. Process modeling is one of the most precise ways to uncover those unknowns and to match your facility footprint to your current and future throughput, even in a field as new as this one, with little historic data to work from. An experienced partner can help you run simulations based on the many variables associated with ATMP manufacturing, giving you the insights you need to right-size the facility’s critical systems and design elements. These may include:
Storage and waste handling
So much depends on the speed at which ATMP manufacturers are able to process patient cells. The key to maintaining that speed is ensuring the availability of raw materials and consumables necessary for production. ATMPs may not require as many bulk chemicals as more traditional biopharma products, but the process does rely heavily on single-use technologies, tubing sets, and other consumables. Keeping a critical supply of these materials on hand requires a well-considered warehousing strategy.
By planning this strategy early in the research phase, when there’s still an opportunity to change the production process, manufacturers can lay the groundwork for a much more efficient use of facility space down the line.
As an example, take an ATMP research project that uses anchorage-dependent cell lines to produce viral vectors. Once scaled to commercial volume, this process could require a huge volume of consumables in any given month. This will require a warehouse big enough to keep several months’ supply on hand, as well as enough surface area to support this production process at a large volume. By proactively adapting their lab-scale process to a more spatially optimized approach like cell suspension, manufacturers can lay the groundwork for greater efficiencies both in the warehouse and across the facility as a whole.
In addition to storing critical materials, manufacturers need a downstream plan for safely disposing of biowaste. Very often, this will mean including autoclaves and steam sterilizing trash compactors in the facility master plan—another variable that will impact the ATMP facility’s footprint and space allocation.
Personnel flow
Because the ATMP manufacturing process is labor-intensive, it requires a facility that integrates design and operation in new ways. The facility’s layout must accommodate the needs of a large volume of people while “designing out” bottlenecks or scenarios that might compromise product segregation.
This impacts every detail inside and outside of your facility, as well as your labor model and approach to shift management. Take the parking lot, for example. The most sophisticated and production-ready facility in the world won’t do much good if its large workforce has nowhere to park. This is sometimes the case when manufacturers convert a previously low-staffed facility, such as a warehouse, into an ATMP operation.
Once inside the facility, many more details come into play. For example, will your operators, supervisors, and quality assurance personnel gown up at the same time, or will you stage their entry and exit across multiple shifts? This will impact the size of your gowning facilities. Does your risk management strategy involve a unidirectional flow of personnel? This will impact how you design your corridors to make the best use of your footprint.
Quality control
In a more conventional biopharma facility, each product batch might contain thousands of doses; to protect the patients who receive those doses, manufacturers test a small sample from that batch. One test means thousands of people are protected from harm.
In an ATMP manufacturing facility, that ratio looks very different. Each batch is precisely manufactured for patient populations as small as one. Protecting the thousands of patients who might receive their medication from a commercial ATMP facility could require thousands of tests.
From a facility footprint perspective, this means that QC labs will occupy a much higher percentage of an ATMP facility than they would in a traditional facility. Understanding this reality—and developing a plan to ensure that QC labs are sized accurately and are laid out for the optimal flow of patient samples, personnel, and necessary consumables—will greatly impact the efficiency of the overall commercial operation.

Chain of custody
Technology is one of the most significant hurdles facing ATMP researchers who are planning their expansion to commercial manufacturing—particularly as it relates to gathering and tracking product data as samples move through the manufacturing lifecycle.
The data-tracking equipment and protocols that suffice in the ATMP research lab are not necessarily transferable to a commercial-scale, GMP-grade aseptic manufacturing environment. An ATMP facility might receive and release thousands of product batches over the course of a year, so they will need robust strategies to prevent product mix-ups and ensure the integrity and traceability of every one of those batches, including samples sent to the QC lab. This raises several significant questions, such as:
- Who is responsible for owning ATMP product data, and where does that data reside (a secure cloud network, an ERP system, etc.)? How will you protect that data from a breach, while ensuring it’s accessible and auditable as required?
- In case of a contamination event, what systems will you have in place to trace the source of the event and prevent further risk of contamination?
- Some facilities will receive both fresh samples (from a nearby point of care, for example) and frozen (from several states away). In this case, it’s important to ensure that your product labels quite literally stick to both fresh and frozen bags, or that you have another system in place to ensure robust tracking. This scenario raises other important questions, too—for example, will your intake operation include a freezing (or thawing) step, to ensure all samples begin the production process in the same state? This, too, will impact space allocation within your facility.
- How can manufacturers protect confidentiality while ensuring that every product is traceable to specific patients?

Utilities
The utilities system inside an ATMP manufacturing facility—particularly its HVAC design—plays a very significant role in managing the risk of cross-contamination.
Again, working on the frontier of precision medicine means there’s no template to follow. Manufacturers and their project teams must develop a tailored approach to integrating the mechanical, electrical and plumbing (MEP) elements necessary to balance biosafety with GMP expectations in an environment that relies on highly specialized—and infectious—materials. Every detail of the utilities system comes into play, but three elements are especially critical:
Airlocking
To ensure the safety and future flexibility of the ATMP manufacturing environment, manufacturers need an airlocking strategy designed to facilitate the flow of personnel and materials while reducing the potential for cross-contamination.
One of the best ways to approach this challenge, particularly when designing a facility outside of the well-understood parameters of traditional biopharma production, is through computational fluid dynamics (CFD). Using a digital twin of the real ATMP manufacturing environment, project teams can leverage CFD to run scenarios that identify contamination risks and their solutions, which is invaluable when tailoring a strategy for optimal containment, segregation and product protection.
Cleaning and decontamination
This comes down to a facility’s particular risk management approach. Will you require a proactive, templated protocol for managing risk, such full decontamination via vaporized hydrogen peroxide (VHP)—or can you adequately manage risk with a simpler, more reactionary approach, such as a chemical wipe-down in the event of a spill?
Often, choosing an appropriate cleaning strategy is a scenario-based decision. VHP decontamination is costly and takes time, but ATMP manufacturers—particularly those working with viruses—are typically more inclined towards this cautionary and highly effective decontamination approach.
The facility’s risk management approach should also consider the flow of cleaning personnel and their equipment, ensuring that they do not become vehicles for cross-contamination. This could mean designing segregated pathways for cleaning staff, and/or storing cleaning materials in product-differentiated areas outside of the production core.
Deep freezing
Depending on the nature of their products, many ATMP manufacturers require high volumes of liquid nitrogen to supply a network of controlled rate freezers and cryo freezer storage.
Storing and distributing liquid nitrogen involves complex site logistics and careful design. Vacuum-insulated piping is expensive, so the distance between your bulk liquid nitrogen tanks and your freezers will quite literally cost you. This, too, should impact your approach to facility design.
In some cases, such as when designing facilities with limited space, ATMP manufacturers might rely on portable cylinders instead of bulk tanks, but this too can set off a complex chain of design issues. First, there’s the question of setting up a dedicated shipping and receiving area for the cylinders, along with a robust tracking system. Then there’s the question of getting all of those cylinders where they need to go, safely and efficiently. Liquid nitrogen can asphyxiate a human in close quarters; that rules out the possibility of relying on elevators, or else it requires a way to move cylinders on and off of elevators with no one there to assist.
ATMP manufacturers who rely on deep freezing to preserve the stability of their products need a well-considered facility design that accommodates the safe storage and distribution of liquid nitrogen.
What’s next in ATMP manufacturing?
While navigating the maze of unknowns that stretches before them, ATMP innovators can be sure of one thing: solutions will emerge. The cost and complexity of manufacturing cell and gene therapies will taper as technology catches up and emerging performance data teaches us how to optimize and improve tomorrow’s facilities.
We can say all of this with certainty, because we’ve seen it before: in the 1970s and 1980s, the early biotech innovators were at work, forging a new path without a map to follow. Just like today’s ATMPs, the monoclonal antibody therapies (mAbs) developed thirty or forty years ago relied on novel technologies and were, at the time, prohibitively expensive and the target of much skepticism. Today, mAbs are a standard feature of drug manufacturing—it’s hard to imagine modern medicine without them.
The same story will play out in ATMP manufacturing. Many factors will converge to get us where we need to go, but the emergence of three particular innovations will play a key role:

Process closure and automation
The open, manual processes that drive cutting-edge research in the ATMP lab do not translate easily to the commercial manufacturing environment. They are too costly, vulnerable to contamination risks, reliant on unscalable labor models—and they aren’t GMP compliant.
To reach the next frontier and establish sustainable cell and gene manufacturing models at commercial scale, we need closed and automated equipment technologies designed to support the complex ATMP product pipeline. These technologies are on their way. In partnership with an expert design and engineering team that understands the risks and opportunities of these new technologies, ATMP manufacturers can confidently develop today’s processes with tomorrow’s equipment in mind.
That means assessing every decision from a “commercial state of mind,” with an eye to future flexibility.
For example, when selecting flasks and other support materials for your open-process research lab, consider product designs that are likely to work just as well in a closed system—this could save you considerable time and expense in the future, when commercial-scale technology matures and process closure becomes the norm. In the same vein, consider future scenarios in which automation is possible, which will likely mean more equipment, fewer workers, and a higher throughput overall—do you have a flexible facility expansion strategy to accommodate these changes?
Data acquisition and monitoring
In the research or clinical setting, processing equipment isn’t required to comply with the regulations that govern commercial GMP manufacturing—regulations like the FDA’s Title 21 CFR Part 11, which focuses on the quality and reliability of electronic data across the product lifecycle.
This is a problem as ATMP innovators approach scale-up, especially those focused on autologous cell therapy development. Many of the systems used to manufacture autologous cell therapies haven’t yet been tested and proven outside of the lab environment. Virtually all of them have limited data acquisition and monitoring capabilities, and current generations may not be able to communicate with process control systems like Emerson Delta V.
More robust and durable processing systems are coming, with the advanced data acquisition and monitoring capabilities required for patient cell processing. Their arrival will herald a major leap forward for commercial cell and gene therapy manufacturing.
Multimodal manufacturing
In our survey of ATMP innovators, we learned that two-thirds of respondents were developing multiple drug platforms, and the majority of them plan to adopt a multi-modal solution within the next two years. It’s a numbers game: with so much uncertainty over which products will transition successfully into commercial manufacturing, ATMP researchers are investing in diverse portfolios, and they’re going to need facilities capable of supporting such diversity.
The dedicated manufacturing facilities common to biopharma today don’t fit that bill. They were designed to manufacture huge volumes of a single product type, predictably and efficiently. Now that this paradigm is shifting, our facility model has to shift with it—in seismic ways. This is where a push towards adaptive, multimodal facility design comes into play.
At CRB, we’ve answered this call with a suite of templated, product-agnostic cleanroom modules that we call SlateXpace. The idea is to provide ATMP manufacturers with turnkey suites that are engineered for safety and regulatory compliance while remaining flexible enough to campaign between modality-specific process platforms.
Towards a new era of precise, effective medicine
Those of us deeply involved in the ATMP industry know that this is one of the most exciting periods in the history of pharmaceutical development and that the decisions and discoveries of the next few years will impact the way we deliver healthcare for the next century.
Are you part of the transformational wave of precision medicine? Reach out to discuss how our team of experts can help you scale from your research lab to a safe and flexible ATMP facility of the future, securing your place among the history-makers.
Frequently Asked Questions
ATMPs are innovative therapies built using specially engineered cells, genes or tissues that target diseases at their root, rather than relying on more standard “one-size-fits-all” drugs. Unlike large-scale, high-volume biopharma manufacturing, ATMPs typically involve very small patient populations and operator-intensive processes.
The main challenges include very small batch sizes (especially for autologous therapies), open and manually intensive processes not yet suited for high-volume automation, and a lack of historical scale-up templates. Also critical are facility design, utilities, contamination risk, and data‐tracking systems adapted for the unique demands of ATMPs.
To be “future-ready”, a commercial ATMP facility must deliver on three priorities: safety (robust containment, utilities, and personnel flows), flexibility (ability to campaign multiple products, integrate evolving technologies) and speed-to-market (rapid design-build, site selection aligned with patient care). Site selection (urban vs remote), footprint sizing, chain-of-custody tracking, and utilities like cryogenics and HVAC must all be carefully planned.
Manufacturers are advised to build a strong regulatory strategy from day one because many ATMP platforms lack established precedent; frameworks such as EudraLex Part 4 and the Pharmaceutical Inspection Co‑operation Scheme (PIC/S) aid harmonization globally.
On the technology front, closed and automated systems, advanced gene-editing platforms (e.g., CRISPR/Cas9, TALENs), mRNA technologies and multimodal manufacturing are all emerging trends that will define scalable ATMP production.
The ATMP industry is at an inflection point: while only a modest number of therapies are approved today, the R&D pipeline is large and expanding, pointing toward broader access and affordability in the future.
Stakeholders (developers, manufacturers, investors) should proactively design facilities and processes with commercial-scale, flexible manufacturing in mind, invest in adaptive technologies, and partner with experienced design teams to stay ahead of the curve.


How to deliver multi-product ATMP facilities for future flexibilityListen to Noel Maestre and Emily Thompson's webinar via Cell and Gene Therapy Insights on how to deliver multi-product Advanced Therapy Medicinal Product (ATMP) facilities to adapt to an evolving product pipeline.
Read More
Listen to Noel Maestre and Emily Thompson's webinar via Cell and Gene Therapy Insights on how to deliver multi-product Advanced Therapy Medicinal Product (ATMP) facilities to adapt to an evolving product pipeline.
Read More