
First introduced as a treatment for Type 2 diabetes and now pursued as a blockbuster weight management therapy, GLP-1 receptor agonists (GLP-1 RAs) have ignited a global scale-up effort that is reshaping the drug manufacturing landscape.
Surging demand has incentivized GLP-1 manufacturers and developers to increase their capital spending and accelerate facility projects, but short-term capacity expansion alone won’t be enough. To stay competitive, manufacturers must consider aligning today’s investments with tomorrow’s potential breakthroughs. That means planning for flexibility and designing facilities that will support next-generation manufacturing innovations, including aqueous-based synthesis and a shift from injectables to oral tablets.
These aren’t just theoretical concepts—they’re on the horizon. In this article, we’ll explore how manufacturers can invest their capital budgets with these advances in mind, positioning themselves to ride this wave of demand into a promising future.
Terms to know
GLP-1 RA (Glucagon-like peptide-1 receptor agonists): These therapies mimic the body’s natural GLP-1 hormone to regulate blood sugar and promote feelings of fullness. Initially developed for Type 2 diabetes, they are now a leading therapy for chronic weight management.
Semaglutide: Through once-weekly dosing, this long-acting GLP-1 lowers blood glucose and supports sustained weight loss.
Tirzepatide: Unlike a semaglutide, this peptide is a dual agonist. It targets both GLP-1 and GIP (gastric inhibitory polypeptide) receptors to trigger enhanced metabolic effects.
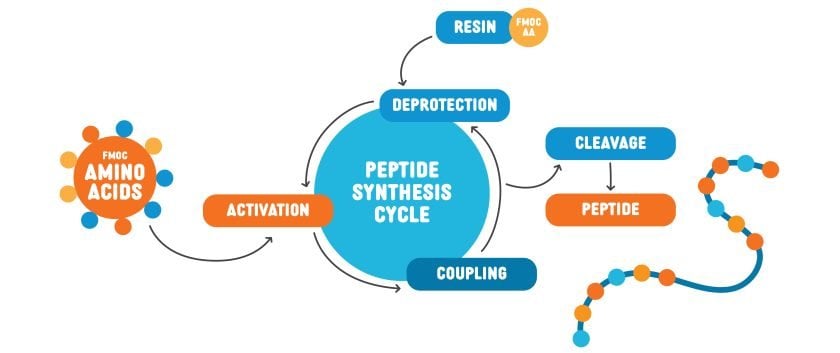
SPPS (Solid-Phase Peptide Synthesis): This is the most common approach to upstream peptide manufacturing. Amino acids are added one at a time to a growing chain anchored on a solid resin. Solvents play key roles in this process, from activating the coupling reactions to rinsing away byproducts between each step.
Fmoc (9-fluorenylmethyloxycarbonyl): This protective group is used in solid-phase peptide synthesis to temporarily block amino acids, allowing them to be added to a growing chain one at a time in a controlled sequence.
Aqueous synthesis: This emerging alternative to SPPS uses water and biologics (like enzymes) to build peptides, eliminating the need for hazardous solvents and reagents.
Resin: This is the solid support material that provides a base for building chains of amino acids during SPPS. Resins are designed to include specific chemical linkage sites that align with the type of chemistry driving the synthesis process.
Frit: During SPPS, this porous filter holds the resin base in place while allowing liquids (such as solvents) to drain from the peptide reactor. This leaves a wet cake behind for subsequent process steps.
Continuous chromatography: This alternative to batch chromatography enables constant downstream processing. Though not yet widespread among GLP-1 manufacturers, this advanced methodology could transform the industry in the near future.
What are GLP-1 receptor agonists?
Shortly after food intake, the human body releases a hormone called glucagon-like peptide-1. That hormone binds to receptors on certain cells, triggering the body to suppress glucagon, release insulin, and slow digestion. These combined metabolic effects generate that familiar feeling of “fullness” after a meal.
Glucagon-like peptide-1 receptor agonists piggyback on this natural pathway by mimicking the glucagon-like peptide-1 hormone. But unlike the naturally occurring version, which breaks down within a couple of minutes, lab-made GLP-1s are engineered to remain active for up to a week. This long-acting profile makes them a promising therapy for people with Type 2 diabetes, which was their original intent. Soon after developing GLP-1s, researchers uncovered a second therapeutic effect that could benefit an even larger patient population: sustainable, clinically meaningful weight loss.
Though peptides in general are gaining traction across a range of therapeutic frontiers, from rare diseases to neurodegenerative conditions such as Alzheimer’s, the rise of GLP-1s as a blockbuster therapy for chronic weight management has redefined the field of peptide manufacturing. Pharma companies are rapidly expanding and reprioritizing their research pipelines, with more than 135 GLP-1 candidates currently in various stages of development. Analysts expect this market’s value to grow by 2.6x in the coming years, reaching global sales of nearly US$140 billion by 2030.
Primary GLP-1 manufacturing unit operations
The upstream steps in GLP-1 manufacturing (which involve building the peptide and then cleaving it from its solid base) are highly specialized processes found in only a few pharmaceutical domains, including oligonucleotide production. In contrast, downstream operations are typical of most pharmaceutical manufacturing lifecycles.

Upstream processing
Solid-phase peptide synthesis (SPPS)
The GLP-1 manufacturing process starts with peptide synthesis, during which amino acids are attached one at a time to form a peptide chain. Though alternative methods are emerging (more on that below), solid-phase synthesis remains the most common approach today.
The “solid” component of “solid-phase synthesis” refers to the insoluble resin cake fitted inside the peptide reactor. It provides a base on which the amino acid chain can grow. Most commercial peptide manufacturers are pre-activated for a specific Fmoc chemistry before operators introduce them to the reactor. Once the Fmoc-protected amino acid attaches to the resin base, operators apply a chemical to remove the amino acid protecting group, allowing it to bond with the next activated amino acid. Operators repeat this cycle several times, pausing between each step to rinse the resin cake with a solvent, which washes away unreacted materials and other byproducts.
Once the assembled peptide chain reaches the target length, the synthesis process is complete.
Cleavage
To recover the assembled peptide chain inside the reactor, operators must cleave it from the resin base. This is achieved using an acid in a solvent solution. The acid causes the peptide to detach from the resin base, leaving it dissolved in the solvent solution while the spent resin material remains as an undissolved solid.
The next step involves isolating the peptide solution by filtering out the spent resin material. Operators then add an antisolvent (typically methyl tert-butyl ether or MTBE) to precipitate the peptide into a solid cake, which is then filtered and washed multiple times to remove residual solvents and impurities.
This process results in a crude peptide which likely contains byproducts such as truncated or misassembled peptides. The longer the chain, the higher the likelihood of such errors—and the lower the overall yield. The downstream purification process is designed to remove these impurities. To prepare for that process, operators redissolve the crude peptide as the final step in the cleavage process.
Downstream processing
Purification
This unit operation removes impurities from the crude peptide following the cleavage step. Operators typically use chromatography to achieve this step—most commonly reverse-phase high-performance liquid chromatography (RP-HPLC) or ion exchange (IEX). These methods, which leverage differences in hydrophobicity or ionic charge to separate impurities, are well-suited to the unique challenges of peptide separation.
Concentration
Following purification, operators concentrate and clean the peptide solution, typically through a membrane-based platform known as tangential flow filtration (TFF). A common step within this platform is diafiltration, in which operators replace the previous buffer with a new one. This process both washes the solution and enhances its stability. In cases where TFF alone doesn’t achieve the required concentration, operators may leverage thin film evaporation, which further concentrates the solution while minimizing its exposure to heat.
Lyophilization
Peptides gradually degrade in an aqueous solution. Freezing is one way to halt this degradation, but it has significant drawbacks—it can damage the molecule, for example, and it requires extensive cold chain logistics. To avoid these risks and complexities, most manufacturers prefer to freeze-dry the purified peptide using bulk lyophilization, which generates a shelf-stable powder that can be reconstituted during later fill-finish steps.
Today’s GLP-1 manufacturing challenges
The manufacturing process described above is notoriously difficult to scale. As demand for GLP-1s continues to surge, companies must confront this difficulty head-on and find solutions to various engineering and operational hurdles.
In this section, we’ll examine three of those hurdles. Then we’ll explore emerging solutions that don’t just scale existing models, but rather reimagine peptide manufacturing from the ground up.
Solvent-driven manufacturing is expensive, hazardous, and complex.
SPPS relies heavily on solvents at nearly every step, from activating the coupling reactions between amino acids to rinsing away byproducts and cleaving the complete peptide from its solid base.
Without these chemicals, traditional synthesis wouldn’t be possible. But their use introduces several major risks that require early planning and constant, proactive vigilance to manage. That’s because:
- Solvents represent a persistent material cost. For each batch of finished product, GLP-1 manufacturers use enormous volumes of solvents, much of it discarded after just a few uses. This increases companies’ exposure to fluctuating raw material costs and volatile supplies. For example, rising U.S. tariffs have disrupted the global solvent supply chain, pushing prices higher—particularly on specialty chemicals with no domestic suppliers.
- Heavy solvent use drives up the size, cost, and complexity of manufacturing facilities. To keep onsite workers safe and meet strict building code requirements, manufacturers need facilities featuring large exterior storage yards, specialized ventilation and fire suppression systems, and designated hazardous occupancy zones. Facility layouts must also accommodate the rigorous protocols surrounding solvent waste management. This includes dedicated storage areas for hazardous waste, as well as traffic lanes and loading zones designed for a steady flow of tanker trucks delivering fresh solvents and hauling waste offsite.
- Specialized equipment is required to contain hazardous solvents safely. Traditional stainless steel vessels are not durable enough to withstand aggressive chemicals like trifluoroacetic acid (TFA), which is often used to cleave peptide chains from their resin base. Instead, manufacturers must invest in vessels made from corrosion-resistant alloys, which can cost up to five times more than standard vessels and are often subject to long lead times.
Solvents in GLP-1 manufacturing: A guide
You can’t synthesize peptides using solid-phase methods without relying on strong, often hazardous chemicals which introduce major facility and equipment implications.
Dimethylformamide (DMF): This chemical is the primary workhorse in peptide coupling. It dissolves amino acids and activating agents, enabling the formation of peptide bonds. It’s highly effective but extremely hazardous, with strictly regulated handling and disposal requirements.
Dimethyl sulfoxide and Ethyl acetate (DMSO and EtOAc): Efforts to reduce the safety risks and environmental impacts of DMF have led researchers to experiment with other chemical combinations, such as DMSO and EtOAc. These solvents support similar reactions while offering a slightly greener profile.
Dichloromethane (DCM): This chemical is commonly used for washing steps during the synthesis process. Like DMF, it’s a necessary component of solid-phase peptide synthesis, but it’s also volatile and environmentally unfriendly.
Piperidine: This corrosive chemical strips away protective groups from amino acids, allowing them to couple in the correct sequence and thereby develop into long peptide chains.
Trifluoroacetic acid (TFA): Once a peptide chain is complete, this notoriously aggressive acid cleaves it from the resin bed.
Peptide synthesis is a time-intensive operation.
The peptide chains that make up most GLP-1s often contain up to 40 amino acids. Adding each amino acid to the chain can take hours. Repeating that process dozens of times means a single upstream batch may take days to complete. And that’s all before downstream purification begins, which requires its own lengthy steps, including traditional chromatography.
This time-consuming manufacturing lifecycle limits throughput, which is a serious challenge for manufacturers trying to scale quickly in response to explosive market demand.
Yield loss increases as peptides grow longer.
As manufacturers race to develop peptides with stronger metabolic effects and longer half-lives, they’re turning to longer chains of amino acids—which means more opportunities for things to go wrong.
Traditional solid-phase synthesis is essentially a blind process, with little real-time feedback or control. As solvents enter the reactor in sequences, manufacturers hope that the desired coupling occurs—but with each amino acid, the risk of incomplete or incorrect reactions grows. These errors compound across the length of the peptide chain, increasing yield loss and driving up the cost of manufacturing at commercial volumes.
Four game-changing innovations in GLP-1 manufacturing
The challenges outlined above are real—and pressing. But opportunities to optimize the GLP-1 manufacturing lifecycle are emerging rapidly, as researchers pioneer new technologies and rethink traditional processes to keep pace with demand.
As these innovations mature and the industry moves toward faster, more scalable GLP-1 production methods, manufacturers will unlock stronger business outcomes and patients will gain better access to the therapies they rely on.
1. Aqueous-based peptide synthesis
The solid-phase synthesis process described above has dominated peptide manufacturing for decades, but as we’ve seen, it comes with significant challenges. What if a new process was possible—one that would eliminate hazardous solvents, reduce amino acid reaction times, and open the door to a simpler, more scalable manufacturing lifecycle overall?
Aqueous-based synthesis, an emerging alternative to SPPS, is a potential answer. Using biologics such as enzymes, manufacturers may be able to assemble peptide chains in a water-based environment—an approach that could unlock multiple benefits:
- Less dependence on hazardous chemicals: By shifting away from a chemical-heavy solid-phase synthesis approach, manufacturers could free themselves from the costs and complexities of sourcing, storing, handling, and disposing of hazardous raw materials.
- Improved reaction dynamics: Instead of applying the brute force of highly reactive chemicals, enzyme-based peptide synthesis allows manufacturers to trigger highly specific reactions under optimized conditions. Thanks to that level of selectivity, the final batch may offer fewer side reactions and thus result in higher yields.
- A simpler workflow with less exposure to bottlenecks: Fewer impurities mean fewer byproducts to wash out, which cuts down on cycle time and potentially clears the way for less intensive downstream purification—all while improving overall yield. In certain cases, this method may remove the need for chromatography altogether and allow for less complex purification methods, such as TFF alone.
Though still in its infancy in GLP-1 manufacturing, R&D teams in other modalities—such as oligonucleotides—are already piloting this concept. A promising hybrid approach is emerging from these early tests, involving the use of traditional solid-phase synthesis to build short, well-characterized peptide fragments, then applying enzymatic synthesis to stitch those fragments into longer peptide chains. This modular strategy could help manufacturers leverage the advantages of a well-established process (SPPS) while minimizing its operational risks.
Facility implications of aqueous-based peptide synthesis:
By eliminating reliance on corrosive solvents and reducing overall unit operations involved in peptide manufacturing, this approach could significantly reduce the facility burden associated with GLP-1 manufacturing.
Explosion-proof infrastructure, specialized fire suppression systems, complex hazardous material zoning—these considerations would no longer apply, clearing the way for a simpler, more compact layout. Along with greater simplicity comes new opportunities for closed, modular systems that are easier to scale and flexible enough to support future generations of peptide manufacturing technologies.
2. Solvent recovery strategies
Despite its promise, the widespread use of aqueous-based peptide synthesis may still be years away. For most manufacturers, that means SPPS—and the chemicals involved—will remain a reality, at least in the near term. Fortunately, there are emerging opportunities to reduce this reality’s operational cost and environmental burden in the meantime. Two of the most promising innovations in this area include:
- Local rinse recycling: The concept of solvent recycling hinges on the fact that not all chemical waste is equal. For example, many solvents are used for successive wash cycles during the synthesis process. Each wash cycle leaves behind fewer impurities, meaning solvents used in later cycles retain higher purity. Manufacturers can create a localized recovery loop that reduces solvent use per batch by capturing and reusing these “last rinse” solvents in earlier wash steps.
- On-site solvent reprocessing: Some manufacturers are going beyond localized rinse reuse by installing on-site distillation or purification systems that enable full-scale, closed-loop solvent recycling. These systems require upfront capital spending, but they can generate long-term cost savings by reducing the need for fresh solvent deliveries and minimizing hazardous waste volumes.
Facility implications of a localized solvent recovery system:
Whether recycling solvent rinses or moving to a full-scale solvent recycling system, solvent recovery requires dedicated infrastructure such as recovery skids and enclosed processing areas. But those upfront costs may be offset by reduced bulk storage requirements, simplified hazardous waste handling, and a decreased reliance on frequent solvent deliveries. This approach offers a practical way for facility designers to align corporate sustainability goals with overall operational resilience.
3. Continuous chromatography
For all the promise of emerging upstream innovations, the impact of these innovations on overall throughput may be limited by downstream inefficiencies—especially when it comes to batch chromatography, which is a time- and space-intensive operation in the peptide manufacturing lifecycle.
Continuous chromatography may offer a future solution. It boosts downstream productivity by enabling near-constant processing, and because it requires less resin and fewer buffer components, it can reduce raw material costs by up to 40%.
Peptide manufacturers struggling to improve yields may benefit from another key advantage of continuous chromatography: it enables real-time reprocessing of “shoulder cuts,” which are those valuable edge fractions of the purification curve that need further purification before they can be collected as product. In a traditional batch approach, manufacturers have to store those fractions until they can be reprocessed, which increases waste, drives up raw material usage, and opens the door to operational bottlenecks. In continuous chromatography, these fractions can be reintegrated immediately—no bottlenecks and no storage necessary.
Coupled with a solvent-free upstream process (explored above), this vision of continuous chromatography in the peptide manufacturing lifecycle could radically improve efficiency, reduce costs, and drive up overall yield. Although this approach is still in its early stages of exploration within the GLP-1 space, continuous and semi-continuous chromatography is already gaining traction elsewhere, such as in oligonucleotide and biologics manufacturing.
Facility implications of continuous chromatography:
Implementing continuous chromatography is not just a technology upgrade—it’s a broader operational shift that requires careful early planning. Manufacturers must invest in early benchtop process development to model and optimize their continuous chromatography system, ensuring it’s right-sized to keep pace with intensified upstream operations. A dedicated facility layout is also required, supported by advanced utility infrastructure and robust in-process monitoring and analytics.
4. Oral solid dosage forms
As demand for GLP-1 therapies continues to climb, manufacturers are exploring delivery methods that could broaden patient access. Auto-injectors, for example, offer an administration route that some patients may prefer over traditional syringe injections. This format does introduce new challenges, though, including supply chain uncertainty and the risk of mechanical failure in the auto-injector device.
For many research teams, the holy grail isn’t an injectable at all—it’s a pill. Simple, shelf-stable, and “patient-friendly,” an oral solid dosage (OSD) form could dramatically reshape the GLP-1 field for both patients and manufacturers. For patients, a daily pill (rather than an injection) may promote better adherence and improve clinical outcomes. For manufacturers, the OSD form offers an exit ramp away from complex aseptic fill-finish operations, which would enable greater flexibility while reducing operational costs.
The GLP-1 field has already made meaningful strides in this direction. In 2019, the FDA approved Rybelsus (a semaglutide) as the first oral GLP-1 for Type 2 diabetes. However, as of this article’s publication date, no peptide-based oral GLP-1 has received approval specifically for weight management.
To reach that milestone, researchers are continuing to refine peptide-based oral formulations. Meanwhile, non-peptide alternatives are also making progress. One example is Orforglipron, an oral GLP-1 candidate from Lilly that recently completed Phase 3 clinical trials for weight management. As a small molecule, though, Orforglipron follows a manufacturing and regulatory pathway that’s distinct from the peptide-based GLP-1 therapies highlighted in this article.
Facility implications of an oral solid dosage format for GLP-1s:
Shifting from an injectable to an oral dosage form could dramatically streamline the GLP-1 manufacturing lifecycle. This change may reduce infrastructure complexity and associated costs for manufacturers whose internal capabilities include fill-finish operations. However, many companies rely on external partners for downstream steps, in which case the shift to an oral format is less about capital investments and more about simplifying their CMO network—a move which could lower both costs and operational risks.
However, if this shift is successful, demand for encapsulation, tableting, and coating capabilities will likely surge. For CDMOs, investing early and scaling OSD operations may help maintain a competitive edge. For manufacturers planning to outsource these capabilities, establishing strong relationships with strategic partners well in advance could help avoid long waiting periods for a production slot.
Conclusion: Meeting the moment
The GLP-1 market is expanding rapidly—and so is the pressure on manufacturers to scale quickly. Meeting this moment requires forward-looking strategies that align capital spending with future infrastructure requirements.
For project owners navigating this fast-changing landscape, partnering with an experienced capital delivery team that understands the challenges and opportunities of peptide manufacturing may be the key to future success. From designing solvent management systems that reduce operational overhead to optimizing layouts for future expansion, the right partner can help manufacturers avoid costly bottlenecks and unlock long-term value in the GLP-1 marketplace.
Ready to position your GLP-1 manufacturing facility for what’s now and what’s next? Get in touch with our team to start a conversation.


