

Listen to Noel Maestre and Emily Thompson's webinar via Cell and Gene Therapy Insights on how to deliver multi-product Advanced Therapy Medicinal Product (ATMP) facilities to adapt to an evolving product pipeline.
Read More
This is the first installment in our series, “The ATMP Manufacturer’s Guide to Commercialization and cGMP Compliance.” For early access to all Insights articles, sign up here.
Anyone who has worked in R&D knows the sense of excitement when years of experimentation yield a promising result. It’s an incredible feeling—and, too often, it’s fleeting. That’s because what follows this moment can sometimes be as difficult as what preceded it: the transition from the R&D space to the regulated cGMP facility. The gap between these very different environments is enough to slow, stall, or even stop many projects.
This gap is approaching fast for the world’s 1,500 or so cell and gene therapy developers, putting tremendous pressure upon them. Project owners are waiting for results. Investors are waiting for a return. Most of all, patients are waiting for a treatment that could save their lives—if it’s available in time.
There is a better way. By adopting a “cGMP state of mind” from day one, your team can bridge that manufacturing gap before they reach it, helping you to make a smooth transition from lab-based activities to commercial-scale manufacturing. There are several factors to consider when making that transition. In this article, we’ll focus on the six questions that can help you navigate those factors and establish an ATMP manufacturing facility designed to meet your unique commercial goals. These six questions include:
- Are your lab protocols cGMP-ready?
- Are your lab protocols ready for commercial-scale manufacturing?
- How will you guarantee sterility?
- What is your equipment selection strategy?
- Is your process optimized for automation?
- Do you have the right team in place?
1. Are your lab protocols cGMP-ready?
To prepare for the move from R&D to a regulated manufacturing environment, start by examining the discrete steps required to complete your process. While you’re at the research bench, these steps are your lab protocols; often, they are made up of independent, operator-driven actions. To become manufacturing protocols, these steps must be adapted for a highly regulated environment where reproducibility is paramount. The key is to think of your process not as a sequence of individual steps, but as a manufacturing platform—that is, a standardized methodology designed to maintain the quality, safety, purity, and reproducibility of your final product at any scale. With such a platform in place, you’ll have what you need to guide today’s processes towards tomorrow’s commercial and regulatory pathway.
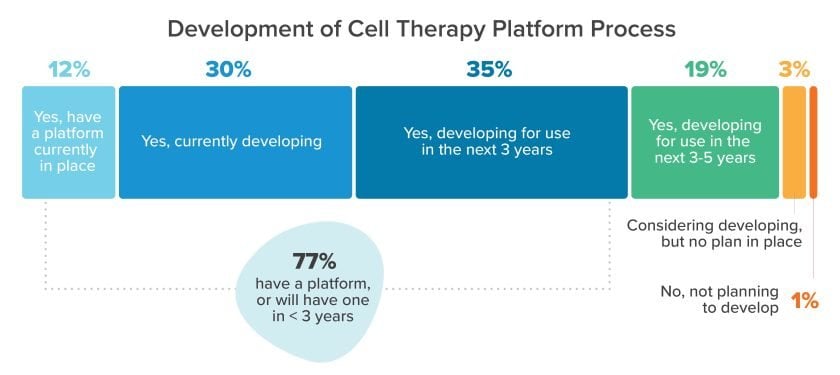
Because of its role in ensuring future scalability and process control, many manufacturers are in the process of developing a manufacturing platform. When we surveyed nearly 500 companies for last year’s Horizons: Life Sciences report, we learned that more than three-quarters of cell therapy innovators have (or plan to have) a platform to guide their transition to commercial manufacturing.
Simplicity is the goal. You won’t see many manual actions in a robust, cGMP-ready platform; instead, you’ll see a strong process control strategy with a high degree of standardization and automation. To reach that point, start with a detailed characterization and risk assessment of your process. What are the manufacturing parameters necessary to uphold those four key pillars—quality, safety, purity, and reproducibility?
Once you understand those critical parameters, you can begin a cycle of trial-and-error: develop a strategy, put it into action, assess the result, then make the necessary refinements. Repeat this process until your platform is stable, scalable, and GMP-ready. The earlier you begin, the better prepared you’ll be for a smooth and controlled transition to the commercial environment.
2. Are your lab protocols ready for commercial scale manufacturing?
In addition to readying your protocols for regulatory scrutiny, you must also develop a manufacturing strategy that will support higher-volume throughput. Depending on your product type, that could mean increasing the number of batches you produce, or it could mean increasing the volume of each batch. Both strategies introduce significant complexity from the perspective of equipment selection and facility design. One of the best ways to resolve that complexity and invest with certainty in your commercial future is to consult with experts who understand the challenges of developing scalable ATMP manufacturing processes. Using process simulation and other data-driven tools, the right experts can help you to eliminate bottlenecks and inefficiencies in your manufacturing strategy, readying your process for commercial-volume production.
For many ATMP manufacturers, particularly those with multiple product types in development, committing to a single manufacturing strategy based on one particular product type isn’t realistic. The volume and nature of their commercial pipeline is likely to change over time in response to factors such as patient demand, regulatory approval, and even supplier-related constraints. They need a manufacturing facility based on manufacturing platforms that allow them to accommodate these changes for each product at commercial scale.
This demand for flexibility is driving investment in smart facilities capable of pivoting between modality-specific process platforms. In fact, we discovered in last year’s Horizons: Life Sciences report that nearly 70% of manufacturers are looking at multimodal cGMP manufacturing as the path forward. Consider joining this movement in order to ensure your own facility’s long-term value.
Scaling out or scaling up?
Your product type is the central determinant of your manufacturing strategy.
→ Autologous cell therapies require process scale-out.
Because each autologous cell therapy is patient-specific, individual batches must be processed in a segregated end-to-end system. To grow their overall production volume, therefore, manufacturers must duplicate their manufacturing process outwards.
→ Allogeneic cell therapies allow for process scale-up.
Allogeneic therapies are not patient-specific, which means manufacturers can increase batch volumes by scaling up to larger process equipment.
3. How will you guarantee sterility?
Because of the nature of cell and gene therapies, manufacturers have only one option for assuring the safety and sterility of their final products: they must design their facility and their process to meet the rigors of a fully aseptic manufacturing operation. Aseptic manufacturing requires the highest cGMP standards. In 2022, the European Medicines Agency (EMA) published a revision of Annex 1, providing guidance on the “Manufacture of Sterile Medical Products”. Annex 1 came to formalize the need for manufacturers to assess their facilities and processes around a detailed contamination control ctrategy (CCS).
Establishing a CCS is one of the most critical actions you’ll take on your way to commercial-scale aseptic manufacturing. Many manufacturers will work with experts who understand the rigors of contamination control to complete this step. It involves formally scrutinizing your raw materials, your equipment, your facility design, and your process itself—every factor across your manufacturing chain that could impact your final product’s sterility. Your goal is to identify and characterize all contamination and cross-contamination risks, then develop appropriate mitigation strategies.
Process closure is one of the most important mitigation strategies, especially for manufacturers operating an aseptic production facility. The more you’re able to protect your process from both the surrounding environment and the risks of manual interventions, the greater your control over the quality of your final product. Process closure is also beneficial from a facility perspective; a closed process does not require high background classifications, airlocks, gowning areas, and other cost- or space-intensive facility features. In reality, though, many of the technologies necessary to fully close the cell and gene therapy manufacturing process are still in development. While this technology matures, the industry must grow comfortable with the concept of managing process-related risks through closed and automated technology rather than environmental controls. Until then, you’ll likely face the challenge of integrating certain open and manual steps into your aseptic process.
4. What is your equipment selection strategy?
Choosing equipment that will support your process both today and long into the future of your operation is a complex undertaking. Advice on this subject often focuses on a few narrow factors, such the suitability of stainless steel, single-use, and hybrid systems. This advice is important, but it paints only part of the picture. The cGMP state of mind you cultivated early in this process is important here. Analyze each step in your process with this question in mind: What do I need from my manufacturing equipment to ensure efficiency, quality, and reliability as I transition to commercial scale? Your answer should take into consideration two interrelated factors: the device itself, and its impact on your facility.
Device-related considerations:
- Availability: If a device that meets your criteria doesn’t exist or isn’t currently available, you may choose to engineer your own solution in partnership with a vendor. This opens the door to devices that are tailor-designed to meet your needs, but the process can take years. If speed-to-market is an important business driver for you, you may need to work with off-the-shelf solutions instead.
- Scalability: You may need equipment that can scale up to support larger production volumes, or equipment that you can easily multiply to support process scale-out. Plan for these scenarios early and work with your vendor to be sure that they can meet your scalability needs.
- Cleanability: Perform a case-by-case risk assessment of each device before you commit to be sure it’s suitable for the rigors of an aseptic manufacturing operation.
- Vendor experience: Cost and speed are important factors when assessing vendors, but reputation and trust matter as well. Look for vendors with extensive experience in the cell and gene therapy market and a history of successful installations.
Facility-related considerations:
- Suitability vis-a-vis facility design: Your equipment will impact your facility’s design and layout. This is especially true for the advanced equipment typically used in aseptic manufacturing. Not only will you need room for the equipment itself (and the infrastructure to support an appropriate background classification), you may also need to plan for secondary mechanical spaces for that equipment’s support systems.
- Modularity: Prepare for future growth by choosing modular, mobile equipment, which will allow you to rapidly expand your capacity without interrupting current operations.
- Overall facility strategy: To be sure that any equipment decision you make is both cost-effective and aligned with your business plan, consider engaging with a team that specializes in strategic facility planning. They can help you forecast your facility space requirements, analyze your current and future capacity, and right-size your equipment selection to match your utilization requirements.
5. Is your process optimized for automation?
In previous sections, we’ve encouraged you to right-size your lab protocols for the regulated manufacturing environment, close your process as much as possible, and assess your equipment from multiple perspectives. Running through each of these considerations is an element that will be vitally important to the success of your commercialization strategy: system automation.
The concept of Pharma 4.0™ has brought with it an industry-wide push away from manual operations and towards automated manufacturing technologies capable of generating accurate, traceable, and instantly available process data and much more. We’ll cover the key factors to consider when adopting automated technologies in a future article. These include understanding how to document your automation process to demonstrate cGMP compliance, as well as establishing the IT infrastructure necessary to collect, analyze, and use large volumes of process data generated by automated systems. With these principles in place, you will be on the path toward faster, safer, more reliable cell and gene therapy production, backed by smart automation.
6. Do you have the right team in place?
The five areas of consideration explained above cover the basics of moving from a lab to a cGMP manufacturing environment, but the real-world experience of that transition is much more complex and multifaceted than a single article can articulate. To prepare for that level of complexity, surround yourself with experts from multiple disciplines and departments such as:
| ➢ Project Management ➢ Research and Development (R&D) ➢ Manufacturing Science and Technology (MS&T) ➢ Analytical Science and Technology (AS&T) ➢ Architecture, Engineering and Construction (AEC) ➢ Strategic Facility Planning | ➢ Equipment design ➢ Process Engineering ➢ Quality Assurance (QA) ➢ Quality Control (QC) ➢ Procurement ➢ Manufacturing and production
|
This early investment in building a team that’s tailored to your specific needs will pay off long after your project is delivered. You’ll benefit from deep integration between experts–no silos, no gaps in knowledge, just a harmonized project delivery team that’s focused on helping you answer the five critical questions we’ve outlined above. By establishing these partnerships early and strengthening them through good communication and transparency, you will be positioned for a successful transition to commercial-scale ATMP manufacturing.
The bottom line: Future commercialization depends on today´s decisions
In the cell and gene therapy market, competition and evolving expectations have transformed what was once a linear process (research→development→manufacturing) into a compressed and accelerated race to market (research→manufacturing).
The solution: bring a cGMP state of mind into the R&D space, and use it to establish a robust and standardized manufacturing platform from day one. This approach will accelerate the commercialization process and lay the groundwork for a more efficient, sustainable, and cost-effective cGMP facility that will continue to generate value long into its future. For project teams who have worked hard to develop a brilliant idea into a vital therapeutic and for the patients who rely on them, this is the way forward.
Frequently Asked Questions: Transition from ATMP lab to Commercial-Scale Manufacturing
The CRB subject matter experts outline six key considerations for a successful transition from an ATMP lab to a commercial-scale, GMP-regulated manufacturing facility. These considerations can lead to time and budget savings while ensuring future scalability, process efficiency and contamination control. The article highlights that early decisions and considerations made in the R&D lab can help eliminate bottlenecks and inefficiencies in later stages of the manufacturing strategy.
ATMP manufacturers often face major challenges when scaling up to commercial production. Process scalability and maintaining sterility are particularly significant, placing high demands on facility planning. Compliance with regulatory requirements, especially Annex 1 of the EU GMP guidelines, also requires a well-thought-out contamination control strategy (CCS) and regular requalifications.
The article shows that laboratory protocols in ATMP development are often not GMP-compliant. Early adaptation to GMP requirements prevent costly changes later on and ensures reproducibility and quality in commercial-scale manufacturing processes.
Automation is one of the key factors for scalability and ensuring GMP compliance in the ATMP manufacturing process. It helps to reduce manual steps at an early stage, minimize sources of error, and improve data integrity.
It is worth thinking about the equipment for manufacturing at an early stage, even during the ATMP lab process. Here, it is important to choose available equipment that can be scaled up for larger production volumes and, ideally, is modular and mobile so that capacity can be expanded quickly. It is advisable to carry out a case-by-case risk assessment for each device, as the equipment can have an impact on the design and layout of your facility.
Advanced therapy medicinal product facilities through the eyes of a process architectAdvanced therapy medicinal product (ATMP) companies are ushering in a new frontier of medicine and technologies poised to revolutionize human health.
Read More
Advanced therapy medicinal product (ATMP) companies are ushering in a new frontier of medicine and technologies poised to revolutionize human health.
Read More