Radiopharmaceuticals: A guide for manufacturers
Already well-established in the field of diagnostic imaging, radiopharmaceuticals are emerging as powerful therapeutic weapons against cancer. To realize their potential, manufacturers must overcome significant challenges—in particular, the challenge of producing and distributing drugs whose potency may last no more than a few hours.
Until a few years ago, patients facing metastatic prostate cancer faced a grim prognosis. The disease had a five-year survival rate of less than 30%. Then, in 2022, the FDA approved a radiopharmaceutical capable of reducing the risk of death by nearly 40%, giving patients and their families hope where very little existed before.
Radiopharmaceuticals are an established instrument in the diagnostics toolbox, but therapeutic applications like this one have ignited what some market analysts are calling a “renaissance” in radiopharmaceutical deal-making and innovation. During the final weeks of 2023, for example, both Bristol Myers Squibb and Eli Lilly announced billion-dollar acquisitions in this field, and hundreds of clinical trials are currently underway around the world.
For manufacturers who are planning their own entry into radiopharmaceutical manufacturing, what’s next? We’ll answer that question by examining the strategies below that may help your company to succeed in this field.
Take the time to understand what makes the radiopharmaceutical manufacturing process unique.
In general, radiation results when a starting element such as tellurium decays into another element, such as iodine.
This process of decay is responsible for generating a radioactive isotope, which is the active pharmaceutical ingredient in a therapeutic radiopharmaceutical (in the example above, that would be Iodine-131). It’s a process that introduces both significant benefits and great risks: it generates therapies that may save the lives of patients, but it also has the potential to endanger the lives of those who work in radiopharmaceutical manufacturing facilities. Companies must understand and master this process and its risks in order to ensure both a reliable supply and a safe working environment.
Establish a robust supply chain.
Because they begin to decay the moment they’re made, manufacturers aren’t able to stockpile radioisotopes. That means even small fluctuations in the global supply of certain isotopes can have significant manufacturing impacts. As a result, strong supplier relationships and a risk-based plan for transporting raw materials and finished radiopharmaceuticals are key.
Design a safe manufacturing environment.
In addition to the usual considerations that go into designing a safe and reliable manufacturing facility, radiopharmaceutical companies must incorporate features such as thick concrete or lead-doped walls, robust HVAC infrastructure and specialized waste storage capabilities.
Know the regulatory landscape.
In addition to the FDA’s Good Manufacturing Practices (GMPs), radiopharmaceutical manufacturers have another regulatory body to consider: the Nuclear Regulatory Commission (NRC). Understanding how to interpret and apply the expectations of both agencies is an important skill for companies on the pathway to commercial approval.
Build efficiency into your facility.
Narrow margins and returns that are slow to materialize put extra pressure on radiopharmaceutical manufacturers, who need to squeeze as much efficiency from their capital assets as possible.
Understand the maintenance requirements in a radioactive environment.
Every pharmaceutical manufacturer benefits from a proactive approach to maintenance, but manufacturers whose equipment will be exposed to radioactivity must take special considerations into account. Depending on the level of activity involved, a tailored maintenance schedule may be required.
This article will dive into each of these considerations, with a special focus on how radiopharmaceutical manufacturers can proactively engineer their facilities to ensure a safe, reliable, and high-quality manufacturing lifecycle, giving them an advantage in an increasingly competitive and innovative marketplace.
How do radiopharmaceuticals work, and what makes them beneficial?
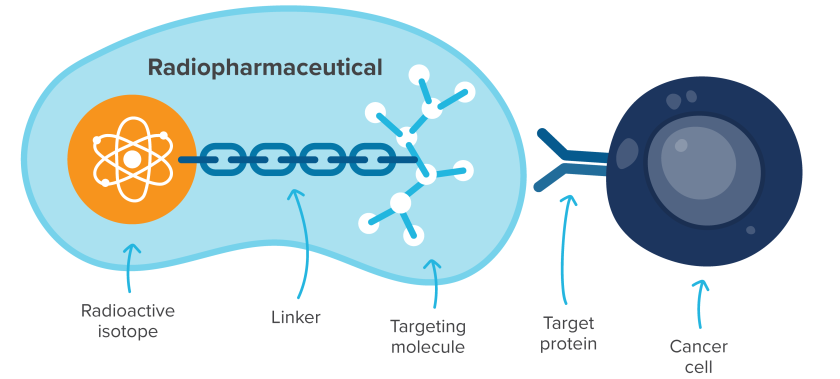
Radiopharmaceuticals contain two main components. The first and most important component is a radioactive isotope, or radioisotope, which emits radiation as it decays. That radiation can help medical practitioners address certain cancers or other critical medical conditions.
To do that, practitioners need a controlled method for getting radioisotopes to the cells or tissues of interest, such as a patient’s cancer. That’s where the second main component of radiopharmaceuticals comes in: the targeting molecule. As their name suggests, targeting molecules are engineered to recognize and bind to specific cells in the human body. By linking a radioisotope to an appropriate targeting molecule, practitioners can potentially send that radioisotope directly to diseased tissue while leaving healthy tissue unharmed.
There are two main use cases for radiopharmaceuticals:
1. Diagnostics (gamma rays)
This is the most established application of radiopharmaceuticals. Practitioners send radioactive tracer isotopes into target tissues, where those isotopes accumulate and decay, emitting energy that’s detectable via a positron emission tomography (PET) scan. In this way, it’s possible to observe blood flow and metabolic activity in the brain (to diagnose Alzheimer’s disease, for example), identify damaged heart tissue, or detect and characterize lesions, tumors, and other signs of cancerous activity.
Common radioisotopes used in diagnostic applications include:
- Technetium-99m (Tc-99m)
- Iodine-131 (I-131)
- Gallium-67 (Ga-67)
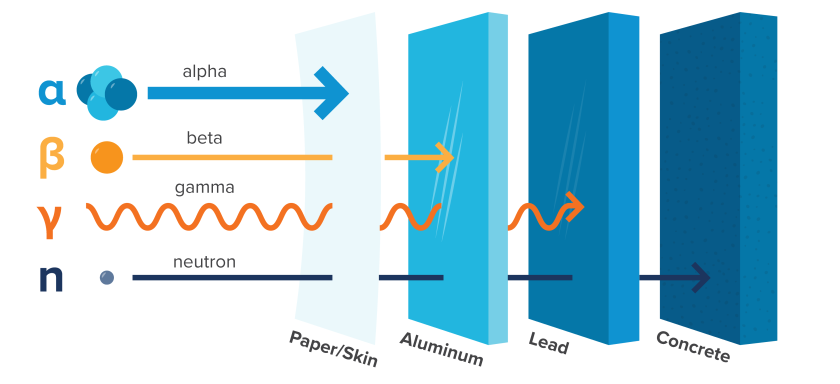
2. Therapeutics (alpha and beta rays)
A strong radiation profile gives therapeutic radioisotopes the power to kill target cells, while their limited range and high alpha decay prevents them from spreading to other areas of the body.
Common examples of radioisotopes leveraged for therapeutic applications include:
- Actinium-225 (225Ac)
- Lutetium-177 (Lu-177)
Terms to know
Radiopharmaceutical: A radiopharmaceutical is a radioactive drug used in both diagnostic and therapeutic applications. It typically contains a radioisotope and a targeting molecule.
Radioisotope: A radioisotope is the active ingredient in a radiopharmaceutical. Radioisotopes emit radiation as they decay; that radiation is responsible for the radiopharmaceutical’s therapeutic or diagnostic properties.
Targeting molecule: A targeting molecule is a molecule designed to carry radioisotopes to specific cells, such as cancerous cells in the case of a radiopharmaceutical therapy.
Nuclear reactor: Using nuclear fission, a nuclear reactor bombards compounds with neutrons to trigger a nuclear reaction, resulting in the formation of radioisotopes.
Linear accelerator: This is another example of equipment designed to generate radioisotopes, in this case by accelerating high-energy beams of atoms toward a stable compound.
Cyclotron: A cyclotron functions much like a linear accelerator, using a spiral formation to bombard compounds with atoms.
Hot cells: Hot cells are shielded workspaces in which radio labeling takes place, which is the chemical process of attaching each radioisotope to a target molecule.
The NRC: The Nuclear Regulatory Commission
The FDA: The Food and Drug Administration
GMPs: Good Manufacturing Practices
How are radiopharmaceuticals made?
There are three main steps typically involved in the manufacturing and distribution of radiopharmaceuticals: making the radioisotope, attaching it to the targeting molecule, and preparing it for administration to the patient.
Some radiopharmaceuticals may involve fewer steps than others. For example, because the thyroid naturally takes up iodine, radioactive iodine does not require a targeting molecule. Other radiopharmaceuticals may involve a more complex synthesis process. Take Molybdenum-99, for example: its lifecycle begins with the fission of uranium-235, and then it must decay into Technetium-99M before it becomes a useful diagnostic tool.
Whatever the steps required for a particular radiopharmaceutical, each one must be closely controlled and coordinated, with no room for delays. That’s because a radioisotope begins to decay the moment it’s made; as a result, the margin between a potent radiopharmaceutical suitable for patient administration and an inert product that won’t provide the desired diagnostic or therapeutic benefit is vanishingly thin—sometimes as thin as just a few hours.

Radioisotope production
In this step, manufacturers use one of three methods to irradiate stable precursor components:
- Nuclear reactor
A nuclear reactor provides the basis for the most standard approach to irradiating stable compounds. It leverages nuclear fission to bombard compounds with neutrons, which induces a nuclear reaction and results in the formation of the desired radioisotope. - Linear accelerator
Using a linear accelerator, manufacturers induce a nuclear reaction by accelerating high-energy beams of atoms toward the stable compound. - Cyclotron
A cyclotron operates like the linear accelerator, except that atoms bombard the stable component in a spiral formation, rather than linearly.
Following the formation of radioisotopes, manufacturers separate them from other byproducts of the irradiation process. The purified radioisotopes are then transferred to the chemistry production area either pneumatically (if in the same facility) or within a lead cask (sometimes transported thousands of miles to its destination, where the manufacturing process continues).

Radio labeling
The result of step one is a batch of radioisotopes. Now those radioisotopes become radiopharmaceuticals.
This happens through a series of controlled chemical reactions, which take place inside hot cells. These chemical reactions are specially designed to attach each radioisotope to a target molecule, whose job is to ferry that radioisotope to a precise location within a patient’s body.
Successful radio labeling results in a strong link between the radioisotope and the targeting molecule. The linking protein must be able to withstand radioactivity emitted by the radioisotope—if not, the radioisotope could detach from its target molecule and move unhindered through the body, with disastrous consequences.
For this reason, all radio labeling activities inside the hot cell—synthesizing the radioisotope and target molecule, purifying the resulting chemical compound, undertaking quality checks, ensuring sterilization—must be tightly controlled and closely monitored at all times.

Fill-finish and delivery to the medical practitioner
Once the radiopharmaceutical is synthesized, it must be prepared for delivery. That could involve a vial-filling process, not unlike a fill-finish process in a more traditional drug manufacturing facility (with the addition of containment measures to prevent radiation exposure).
Some radiopharmaceuticals are delivered to pharmacies as a bulk liquid in specially designed lead-lined containers. In that case, the final manufacturing steps take place at the pharmacy itself in an alchemical process that highlights the time-sensitive nature of radiopharmaceutical production and delivery.
Consider technetium-99m, for example—a popular diagnostic radiopharmaceutical. To get that drug product, manufacturers may in fact deliver a different radiochemical: molybdenum-99. As molybdenum-99 decays while in containment at the pharmacy, it decays into technetium-99m and is suitable for patient administration (for a brief period).
Broadly speaking, manufacturers handle the first two steps in this manufacturing process in three different ways:
1. Vertical integration
Some manufacturers produce isotopes and handle the radio labeling process at the same site, often in close proximity to a hospital. This gives them control over critical supply chain dynamics and enables faster dispensation to medical practitioners. This is an especially attractive option when dealing with radioisotopes that have a markedly short half-life.
2. Radio labeling only
Many manufacturers rely on third-party CDMOs or other suppliers to provide radioisotopes. Ensuring a reliable supply through robust and redundant contingency planning is key, as we’ll see.
3. Distributed manufacturing capabilities
The surge of acquisitions in this market has resulted in some pharmaceutical companies now operating both radioisotope production facilities and radio labeling facilities within the same network, but not within the same physical site.
Key manufacturing challenges
Many challenges come down to one critical factor: a radiopharmaceutical is essentially a melting ice cube. The decaying process can take as little as a few hours (or even a few minutes depending on the radioisotope), and there’s no way to slow it down. For radiopharmaceutical manufacturers, that adds complexity to every aspect of the manufacturing process, from de-risking the supply network to protecting operators from exposure.
Below are the five main challenges that radiopharmaceutical companies face, as well as solutions designed to overcome those challenges and position manufacturers for success.
Maintaining a delay-proof supply chain
When a radioactive isotope leaves the nuclear reactor or particle accelerator, it begins to decay at a rate measured in terms of its half-life. At some point during that decaying process, that radioisotope will emit a level of radiation that’s suitable for patients. Before that point, its level of radiation is too high to administer safely; after that point, it’s too low to perform its therapeutic or diagnostic function. The window between those two extremes is typically very narrow.
Manufacturers must deliver their radiopharmaceutical product within that narrow window or risk devastating consequences, including:
- Extreme patient impacts. The patients receiving radiopharmaceutical treatment are typically in the late stages of terminal illness, and often face lengthy journeys to reach the point of care and receive their radiopharmaceutical dose. Missing that dose is disruptive at best; at worst, it could cost a life.
- Elevated manufacturing costs. In an industry already operating with slim margins, losing a dose because of a supply chain issue levies a heavy financial blow.
To avoid these consequences and ensure on-time delivery with no room for error, manufacturers need a predictable, tightly controlled operation that moves in lockstep with upstream suppliers and downstream customers. There is simply no room for delays of even an hour or two in the end-to-end supply chain of radiopharmaceuticals.
This is especially true for manufacturers who are not vertically integrated and must depend on transportation logistics to move radioisotopes from a nuclear manufacturing facility on one side of the world to a radio labeling facility on another continent. Commercially available flights may work most of the time, but “most of the time” is not adequate. To build added redundancy into their supply networks and ensure on-time delivery, many radiopharmaceutical manufacturers maintain contracts with private aircraft operators, alongside other contingency measures.
A rock-solid supply chain also depends on the location of radio labeling sites. Unlike the centralized manufacturing facilities common for large-volume blockbuster drugs, radiopharmaceutical manufacturers typically follow a distributed model, with smaller-scale sites located in close proximity to transportation hubs and points of care. Strategic facility planning is especially important in this context.
For manufacturers who run a centralized facility where all operations are consolidated under one roof, it’s important to establish a distributed transportation network capable of efficiently moving drugs from the central facility to pharmacies across the country.
The key: A stable, highly predictable supply chain with built-in contingencies is a radiopharmaceutical manufacturer’s most important asset.
Protecting operators, patients, and the environment
Designing a safe and reliable radiopharmaceutical manufacturing facility involves significant consideration for the safety of those who will work within it, close to radioactive materials, and for the environment and communities surrounding the facility.
Many of these considerations go far beyond the typical safety features of a manufacturing plant. In the event of a fire within a radiopharmaceutical facility, for example, even the water dispensed by an automated sprinkler system must be collected and tested for radioactivity.
To understand details like these, and to integrate them into a facility’s design from day one, project teams need the specialized expertise of a radiation safety officer. By working in close partnership with an experienced architectural, engineering and design team from early in the feasibility studies through project delivery and turnover, that safety officer can help ensure the long-term safety and integrity of a radiopharmaceutical facility design. Considerations include:
Appropriate radiation shielding, monitoring, and decontamination systems.
The walls, floors, and ceilings surrounding radiopharmaceutical processing areas must be built with materials that protect workers from exposure to radioactivity. The diagram below, for example, illustrates the thick concrete barrier surrounding the cyclotron—a necessary precaution to contain and isolate radioactivity inside that vault.
This level of shielding has significant impacts on facility design and requires a specialized team that understands the features necessary to keep workers safe.
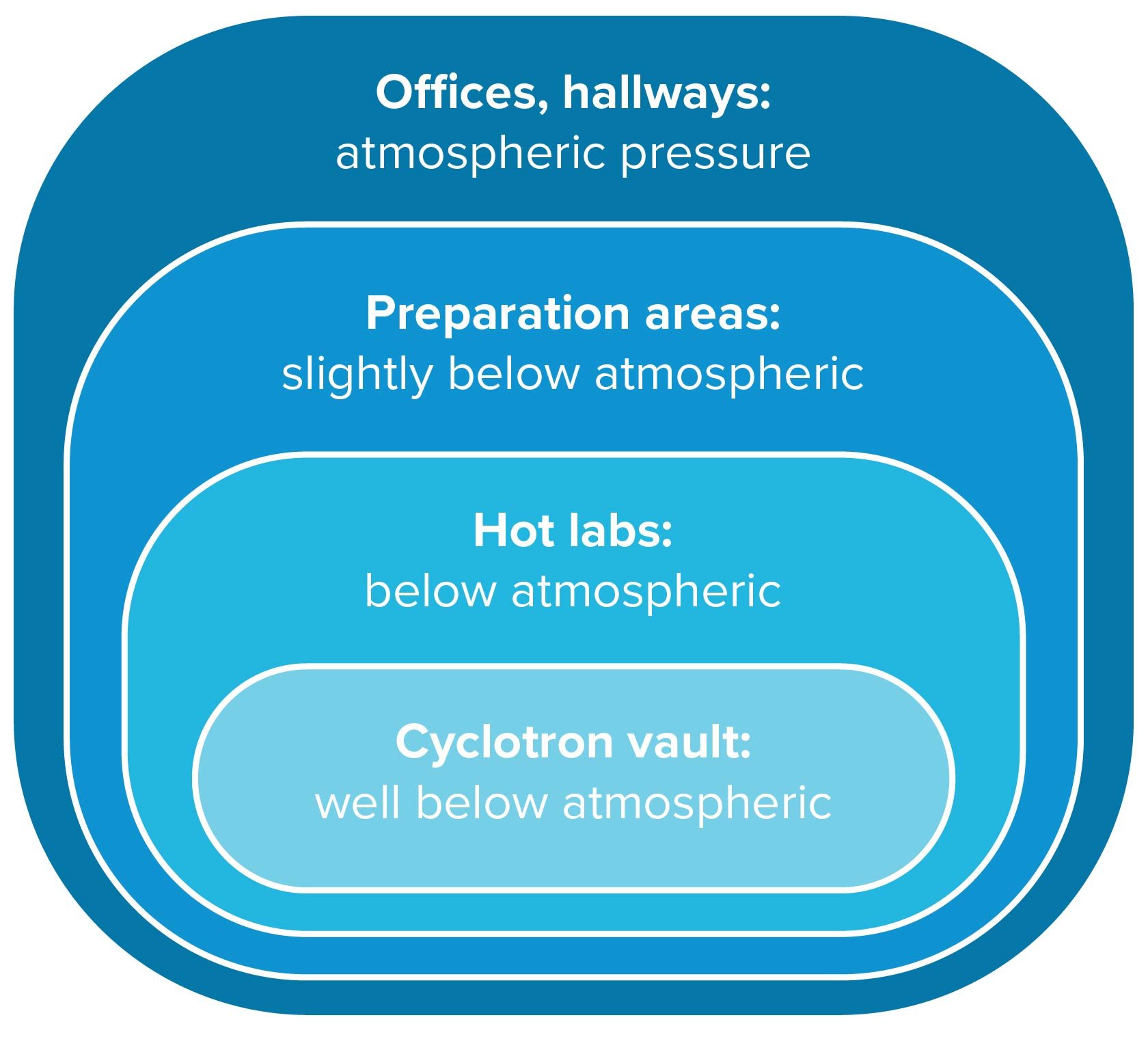
This focus on safety extends to the equipment within a facility, too.  Hot cells, for example, feature thick lead walls designed to contain radioactivity. This is an important safety feature, but it also introduces complications in terms of facility design. Because of their weight, hot cells may require specially reinforced building foundations, floor slabs, and walls to ensure their stability—another challenge that an experienced structural engineering team can address during early design phases, helping project owners avoid delays and rework further downstream in the project delivery lifecycle. Hot cells, for example, feature thick lead walls designed to contain radioactivity. This is an important safety feature, but it also introduces complications in terms of facility design. Because of their weight, hot cells may require specially reinforced building foundations, floor slabs, and walls to ensure their stability—another challenge that an experienced structural engineering team can address during early design phases, helping project owners avoid delays and rework further downstream in the project delivery lifecycle.Robust HVAC systems designed to meet the needs of safe radioactive material handling.The exhaust systems in a radiopharmaceutical facility must be strategically designed to contain airborne radioactive contaminants. Designing an appropriate pressure gradient across the facility is a key part of this HVAC strategy. Air pressure should be lowest in areas of the facility where radiation is highest, ensuring that air flows unidirectionally from clean to contaminated areas.
In a vertically integrated facility, for example, that would mean maintaining the lowest air pressure in the vault where radioactive isotopes are generated, and incrementally increasing that air pressure through the hot cell area, material preparation areas, and finally to administrative areas. In designing an HVAC strategy like this one, radiopharmaceutical manufacturers sometimes find themselves navigating contradictions between the FDA’s GMPs and the safety requirements laid out by the NRC. In such cases, they may need expert help to prioritize regulatory requirements and develop creative solutions that comply with the expectations of both agencies.
|
A safe and approved method for assuring sterility.
Like all drug therapies, radiopharmaceuticals must meet an expectation of sterility. In a typical operation, manufacturers monitor for sterility assurance in three main ways. First, they manually open and transport aseptically-wrapped agar media plates from the production area to the microbiology lab for testing. They also test for non-viable particulates via scattering lasers or photodetectors installed inside funnels on the filling line. The final piece of sterility testing involves pulling samples from the batch itself prior to release, then testing those samples for acceptable quality levels (AQLs).
These established approaches to sterility testing pose a challenge for manufacturers of radiopharmaceuticals. For example, operators can’t safely handle agar media plates that have been exposed to the radioactive processing environment, much less transport those plates to a lab.
How are radiopharmaceutical manufacturers confronting these challenges in order to assure sterility while protecting the safety of operators? The industry is still in the process of answering that question, but two potential approaches show promise.
First, advances in automated technologies may allow manufacturers to test and monitor sterility remotely. This approach aligns with the overall attitude of regulatory agencies, who generally support the role of automation in reducing manual processing steps and thereby protecting product quality. It presents a significant drawback, though: in order to accommodate the automated equipment that may be necessary for remote sterility testing, manufacturers will need to enlarge their hot cell processing area at great expense.
There is also the possibility that regulators will approve the radiopharmaceutical manufacturing process itself as a pathway to terminal sterilization in certain situations. Lutetium, for example, generates a large amount of gamma radiation–enough to kill organic molecules and thereby ensure product sterility.
Automated and/or remote handling equipment.
When it comes to protecting workers, choosing the appropriate equipment is key. This is particularly important during the radio labeling process, which may require several interactions with radioactive materials. Automated or remotely controlled tools can play a major role here; by delegating tasks such as pipetting to a robotic chemistry station, for example, operators can remove themselves from the hot cell area and oversee the radio labeling process from the safety of a control room.
For scenarios where automation isn’t available and manual interventions are indeed necessary, it’s important for manufacturers to ensure both safety and operational efficiency. That could be as simple as installing mirrors inside hot cells, giving operators a clear line of sight that may otherwise be obscured by lead-doped windows. It could also mean adapting processes to suit the limited range and dexterity of an operator working with two-fingered gloves in a shielded isolator, or adding remote-operated vacuum pumps to help corral radioactive materials into an area within reach of the operator. In terms of maintaining both safety and productivity, these are not necessarily complex solutions—but overlooking them during the pre-planning phase could mean future rework will be necessary.
Effective waste management practices.
In a research setting, handling radioactive waste is relatively uncomplicated; simply contain it in a small, secure vessel with appropriate shielding and wait for it to decay. When operating at a commercial scale, though, the challenges of safely handling, storing, and disposing of waste can multiply—and so do the associated costs.
Often, wait times present the greatest challenge. In order for manufacturers to dispose of radioactive waste inexpensively, they must hold it until they can show, via measurements, that it is non-radioactive. According to industry standards, this requires a waiting period of ten half-lives. To manage this lengthy waiting period more efficiently, manufacturers often combine waste isotopes that share similar properties.
To keep track of large volumes of combined waste, manufacturers typically use automated warehouse-style storage systems, but with a twist: these systems are designed to prevent products from sitting too long, while radiopharmaceutical manufacturers use them to prevent waste from sitting too little. In cases where manufacturers are handling smaller amounts of waste, the same principles apply, although such sophisticated tracking systems may not be required.
The key: Safety must be “built in” from the perspective of facility design, equipment selection, systems engineering, and more. This requires expertise on all levels of the capital delivery team, from architectural input to mechanical expertise.
Case study
Efficiently managing radioactive waste with multiple decay cycles
The challenge:
This radiopharmaceutical manufacturer sought an efficient waste management system featuring two key optimizations:
- Capacity: They needed adequate underground storage for 1,600 barrels of solid waste, in addition to liquid waste stored in an exterior building. They also required spare capacity which could be rapidly deployed as the operation grows and more waste streams are added.
- Tracking: They needed the ability to track two distinct waste streams for different materials, one on a three-month decay cycle and the other on a six-month decay cycle.
The solution:
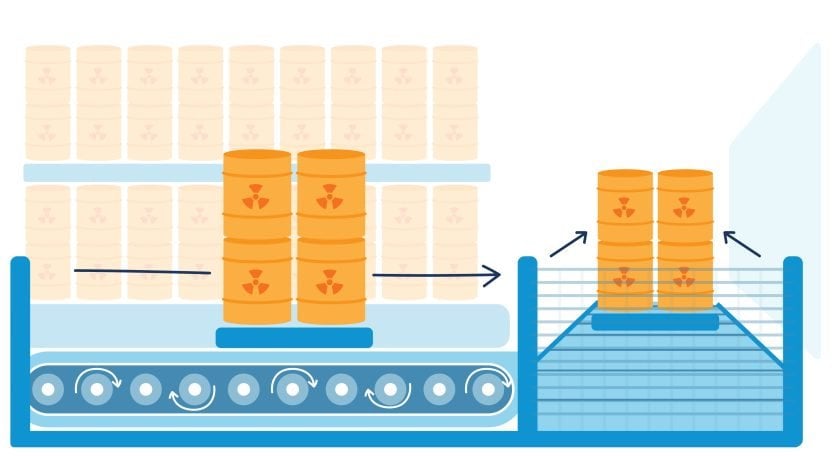
This manufacturer already had an automated warehouse storage system in place, designed to track shelf life. They took advantage of this readily available system to track the decay time of solid waste products on both the three-month and six-month tracks.
In terms of facility design, they included adequate storage for both their current waste volume as well as spare capacity to handle future expansion. They established a radiation monitor and barcode scanning station at the end of the waste storage line, located in such a way that operators are protected from barrels still undergoing the decay process. At this station, operators can scan each barrel’s barcode to confirm its identity and test it to ensure it has decayed to an acceptable level.
The result:
Their efficient design helped this manufacturer reduce the square footage originally allocated for holding waste and lower their long-term waste management costs. By leveraging their existing tracking system to monitor decay cycles, they are able to reduce the number of manual interventions involved in their waste management process, leading to both better consistency and a lower risk of NRC-reportable events.
Meeting regulatory requirements
Radiopharmaceutical manufacturers face significant regulatory scrutiny at all levels of government, from local safety and environmental guidelines to national laws governing the use of nuclear materials. Many manufacturers choose to bypass the complexity and high costs of this regulatory landscape by partnering with CMOs and CDMOs who have already undergone the licensing process.
For those who do pursue new capital projects in this field, the FDA and NRC are just one piece of the regulatory puzzle. Radiopharmaceutical manufacturers must also navigate relevant regulations laid out by the Environmental Protection Agency, the Occupational Safety and Health Administration, and even the Department of Transportation in terms of regulating the movement of radioactive materials between facilities or from a facility to the point of care.
At their core, each of these regulatory agencies aims to protect people and the environment from exposure to radiation while preserving product quality for patients—a goal they share with responsible manufacturers. For those who design, build, and operate their facilities with safety and integrity as their top priorities, and who collaborate early and knowledgeably with the relevant regulatory agencies, it’s possible to navigate this regulatory landscape smoothly and efficiently.
State-level regulations
Because they may diagnose and treat diseases once thought incurable, the local regulatory pathway for radiopharmaceutical manufacturing is often relatively accessible. State governments, recognizing the life-saving potential of these drugs, are incentivized to work with manufacturers on compromises that may help remove or reduce production barriers; the University of Missouri’s Research Reactor (MURR), for example, is a critical component of that state’s local infrastructure.
The NRC
For radiopharmaceutical manufacturers who are building or expanding their facility, the NRC has established two key regulatory milestones:
1. Approval to build a facility in which nuclear materials will be produced, handled, and/or stored.
Applying for a license to build a proposed radiopharmaceutical facility involves detailed disclosures of the facility’s design, the manufacturer’s approach to containing radioactive materials, emergency response strategies, personnel qualifications, and more.
2. Approval to operate that facility.
Before issuing a license to operate, the NRC will inspect the built facility to assess its compliance and ensure that appropriate safety measures are in place to protect workers, the local community, and the environment from radioactive contamination. Following licensure, the manufacturer is responsible for ongoing compliance and for informing the agency in the case of a NRC-reportable event, such as accidental radiation releases or spills. License modifications or other enforcement actions could follow.
The FDA
In addition to collaborating with the NRC, radiopharmaceutical manufacturers—like other drug manufacturers—have the FDA and its guidelines for Good Manufacturing Practices (GMPs) to help define the pathway to a safe and reliable drug supply.
Establishing a GMP boundary in a radiopharmaceutical facility is not a straightforward endeavor, though, because the nature of that facility makes certain GMP standards difficult to achieve. An operator can’t enter a radioactive environment to clean it, for example, without violating the NRC’s regulations around managing the risks of radiation exposure.
As clinical-stage therapeutic radiopharmaceuticals approach commercialization, learning to balance FDA and NRC expectations will become more important, and will require the skills of a unique regulatory team—one that includes both radiation safety specialists and facility designers, engineers and operators who bring strong relationships with the FDA and a deep familiarity with the regulations governing the life science industry.
The key: Pharmaceutical manufacturers familiar with the typical regulatory landscape face a new level of complexity when adding radiopharmaceuticals to their pipeline, particularly in terms of balancing expectations from the FDA with those established by the NRC. Capital delivery teams should include regulatory experts who are familiar with the nuances of designing and licensing a compliant radiopharmaceutical facility.
Designing for efficient processing and material flow
Unlike many other life science industries, radiopharmaceutical manufacturers must contend with razor-thin margins, given the significant risk of failure during post-R&D phases and the long payback period for capital investments. That means every capital dollar spent on new or expanded operations must work twice as hard, and the pressure to extract maximum value from every square inch of manufacturing space is considerable.
With that in mind, manufacturers contemplating an imminent transition from research-scale to commercial manufacturing of therapeutic pharmaceuticals face an important question: how can they optimize their facility, their manufacturing process, and the way people and materials move through the building to ensure they’re operating as efficiently as possible?
A smaller facility footprint
In a radiopharmaceutical facility, a lot of square footage is given over to keeping operators shielded from radioactivity. The lead walls surrounding a hot cell, for example, range from three to twelve inches thick.
For process engineers and facility designers with radiopharmaceutical manufacturing experience, this presents an opportunity: by designing a more efficient radio labeling process, manufacturers can reduce the square footage required for their hot cells, which in turn significantly reduces the inert space required to keep those hot cells shielded. Cumulatively, a reduction of even a few feet of processing space per hot cell could translate to significant capital savings.
A right-sized HVAC system
As discussed earlier, radiopharmaceutical manufacturers face unique challenges in terms of safely capturing exhaust. These requirements may persuade manufacturers to implement HVAC systems that are much larger and more expensive than those typically seen in other life science contexts. But a bigger system doesn’t necessarily correspond to a safer facility. By carefully considering the amount of radioactive exhaust that’s truly required and applying a tactical and efficiency-focused lens to facility design, manufacturers can right-size their HVAC system and control their costs without compromising on safety.
Designing for streamlined flows is part of that strategy. The less space required to move people and materials around the GMP and radioactive areas, the smaller those areas can be, which in turn reduces the load on exhaust systems.
A more efficient approach to process consolidation
In facilities with multiple hot cell lines, such as CDMOs, it’s common to have standalone synthesis, compounding and packaging capabilities for each line. By optimizing their facility design, however, manufacturers may be able to consolidate certain processes such as packaging into a single hot cell. This could generate both significant capital savings and a reduction in operational costs.
The key: Establish a capital delivery team that understands how to reduce space, eliminate wasted steps or movements, and work within regulatory thresholds to deliver a product safely and extremely efficiently.
Maintaining equipment in a radioactive environment
Keeping operators safe from exposure to radiation is a must. But what about electronics?
In many cases, operating electronic equipment within a radioactive area is necessary, such as an automated pump inside a hot cell. Exposure to radiation is a given for this equipment, which in turn means a shorter lifespan and—without proper planning—the risk of unscheduled downtime without a clear pathway back to full operation. If that automated pump burns out unexpectedly, for example, it’s not as though an engineer can reach into the radioactive area and fix it. Entire batches can be lost this way, putting patient outcomes at significant risk.
The future of radiopharmaceuticals
Of the hundreds of therapeutic radiopharmaceuticals currently in clinical trials, many will reach commercialization in the coming years. This will initiate a period of optimism and hope for cancer patients who otherwise face a bleak future, provided manufacturers can continue to meet demand through smart, efficiency-driven facilities that are uniquely designed to meet the challenges of radiopharmaceutical manufacturing.
If radiopharmaceuticals are in your manufacturing future and you’d like to position your facility for success from day one, let’s talk.
Frequently Asked Questions
Radiopharmaceutical manufacturing requires careful planning and specialized facility design because the processes are unique, impacting supply chains, workflow and timing. Facilities must ensure the safety of personnel working with radioactive materials, while also meeting strict regulatory requirements. Integrating these operational, safety and compliance needs effectively demands a thoughtfully designed and planned facility.
Radiopharmaceuticals are produced in three steps: generating the radioisotope, attaching it to a targeting molecule in a hot cell to form a stable compound, and preparing the final product through safe vial filling for delivery to medical practitioners.
The supply chain for radiopharmaceuticals differs from traditional pharmaceuticals because the active materials decay rapidly, leaving only a narrow window for safe and effective administration to patients. Too much or too little can compromise treatment, so precise timing, careful logistics, reliable on‑time delivery and built-in contingencies are critical to ensure doses reach patients when needed.
Radiopharmaceutical facilities must “build in” safety from the start, drawing on engineering, regulatory and operational expertise. Key requirements include shielding, monitoring and decontamination systems, specialized HVAC, automated or remote handling and effective waste management to protect operators, patients and the environment.
Radiopharmaceutical manufacturing is subject to heightened regulatory scrutiny at local, state, and federal levels. Companies must comply with multiple agencies such as the FDA, NRC, and EPA, ensuring radiation safety for personnel and the environment while maintaining the quality and efficacy of products for patients.